

Лекция 5.
Электроиндукционный нагрев
1. Технико-технологические особенности индукционного нагрева
Установки прямого индукционного нагрева применяют при ремонте сельскохозяйственной техники для нагрева металлических изделий и заготовок при их обработке давлением и термообработке, а также для сварки и наплавки.
Принцип действия установок электроиндукционного нагрева основан на поглощении нагреваемым телом энергии переменного электромагнитного поля, создаваемого индуктором.
Наиболее интенсивный нагрев происходит в магнитных полях высокой напряженности и частоты. Поля создаются специальными устройствами - индукторами (индукционными нагревателями), питаемыми от сети или от высокочастотных генераторов.
В зависимости от применяемых частот установки индукционного нагрева бывают:
- низкой (промышленной) частоты (50 Гц);
- средней (повышенной) частоты (до 10 кГц);
- высокой частоты (свыше 10 кГц).
Индуктор, являющийся первичной обмоткой трансформатора, создает переменное магнитное поле, которое индуцирует токи в нагреваемом теле, являющемся короткозамкнутой вторичной обмоткой трансформатора.
Форма индуктора в установках индукционного нагрева определяется формой и размерами нагреваемого изделия, видом нагрева (глубинный или поверхностный).
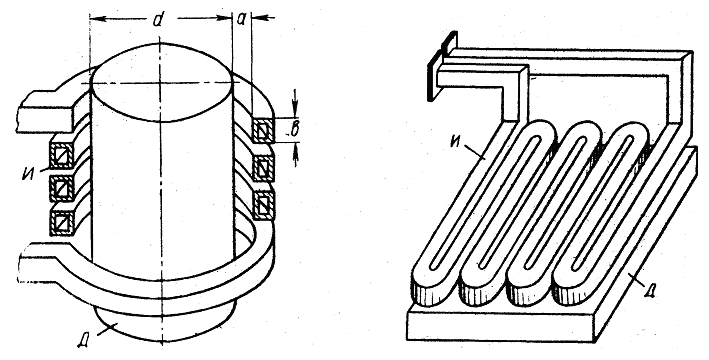
Рис. 1. Индукторы:
а — цилиндрический; б — петлевой для нагрева плоских деталей;
И — индуктор; Д - деталь
Наиболее распространены индукторы, выполненные в виде соленоида из медной трубки круглого или прямоугольного сечения, внутри которой для охлаждения индуктора циркулирует вода.
В зависимости от используемой частоты различают глубинный и поверхностный индукционный нагревы. При глубинном нагреве происходит индуктирование в нагреваемом изделии тока и нагрев по всему сечению изделия, при поверхностном - только в поверхностном слое из-за резко выраженного скин-эффекта (вытеснение переменного тока к поверхности проводника) на повышенных частотах.
При сквозном (глубинном) индукционном нагреве стальных круглых изделий для обеспечения высокого КПД установки и исключения оплавления изделия по поверхности частота тока индуктора (кГц), должна находиться в пределах
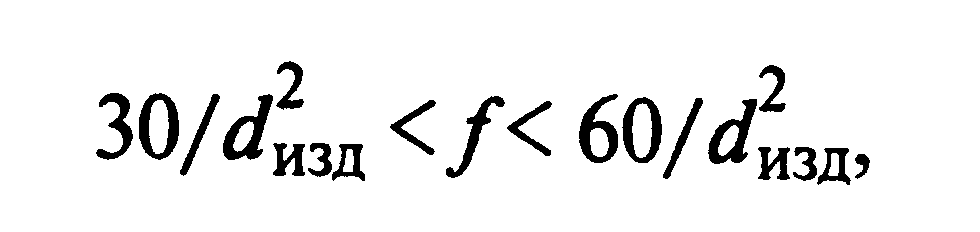
dизд - диаметр нагреваемого изделия, см.
При поверхностном индукционном нагреве стальных изделий под закалку глубина поверхностного прогрева изделия, равна (м):
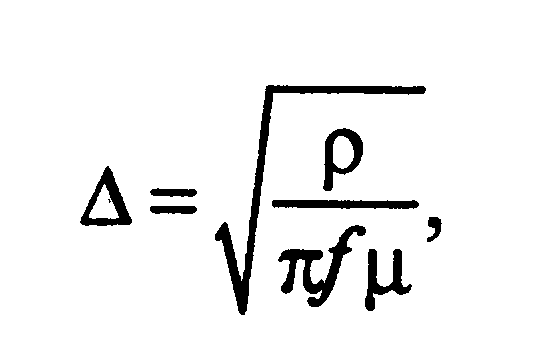
если f = ω / 2 ; то = (2/ µ ω) ;
- удельное электрическое сопротивление материала, Омм; f - частота индукционного нагрева, Гц;
- абсолютная магнитная проницаемость материла, Гн/м.
Индукционный нагрев в отличие от нагрева методом сопротивления позволяют передать электрическую энергию индуктора в нагреваемый материал бесконтактно, а также выделить теплоту непосредственно в нагреваемом предмете.
Мощность, подводимая к индуктору, Вт,

где Р - удельная поверхностная мощность, Вт/м2; dИЗД - диаметр изделия, м hи - высота индуктора, м (hИ = 1,1…1,2 длины закаливаемой детали); и - КПД индуктора (и = 0,65...0,75).
С целью разгрузки преобразователя частоты от реактивной (индуктивной) составляющей тока нагрузки, которая в несколько раз превышает активную составляющую, а также с целью повышения коэффициента мощности и КПД установки параллельно к первичной обмотке понижающего трансформатора подключают компенсирующую батарею конденсатором соответствующей емкости.
Единичная мощность типовых ЭНУ индукционного нагрева, используемых в сельском хозяйстве, составляет 40...250 кВт с тиристорными или машинными преобразователями частоты при частотах от 0,5 до 8 кГц и ламповыми - при частотах свыше 60 кГц.
Примеры обозначения установок:
ВЧИ-40/0,44-ЗП - высокочастотная индукционная установка колебательной мо-щностью 40 кВт, с рабочей частотой 440 кГц, для закалки поверхностей (ЗП);
ВЧГ1-100/0,066-НС - высокочастотный генератор первой подсерии колебательной мощностью 100 кВт, с рабочей частотой 66 кГц, для сквозного нагрева (НС).
Шкала мощностей установок: 1; 4; 6; 10; 25; 40; 60; 100; 160; 200 кВт.