1.1.2. Гомогенность расплава
При переработке смеси ПВХ важно получить гомогенный расплав. Гонзе использовал капиллярный реометр с головкой маленькой длины для измерения состояния расплавленного ПВХ в зависимости от температуры переработки. Он перерабатывал ПВХ при различных температурах и затем измерял входное давление в экструзионной головке, необходимое для поддержания постоянной скорости сдвига в реометре.
На рис.3 продемонстрирован переход от морфологии первичных частиц без спутывания между частицами к состоянию при более высокой температуре, при котором имели место спутанности. Этот метод входного давления в экструзионной головке также может быть полезен для иллюстрации влияния технологической добавки на температуру, при которой происходит этот переход.
Работа, проведенная Розкусзкой и Маерсом [13] и представленная на рис.4, показывает, что переход происходит в присутствии технологической добавки в составе. Это вертикальный сдвиг (температура перехода не изменяется). Входная сила выше (вертикальный сдвиг), так как технологическая добавка создаст дополнительные спутанности. Это более высокая сила спутывания приводит к образованию более гомогенного расплава (также как менее изменчивая морфология расплава («держит все распавшиеся зерна) при обычных температурах переработки ПВХ. Более того, сопутствующий распад зерен способствует уменьшению времени переработки соединения и меньшей общей истории нагрева.
Рис.3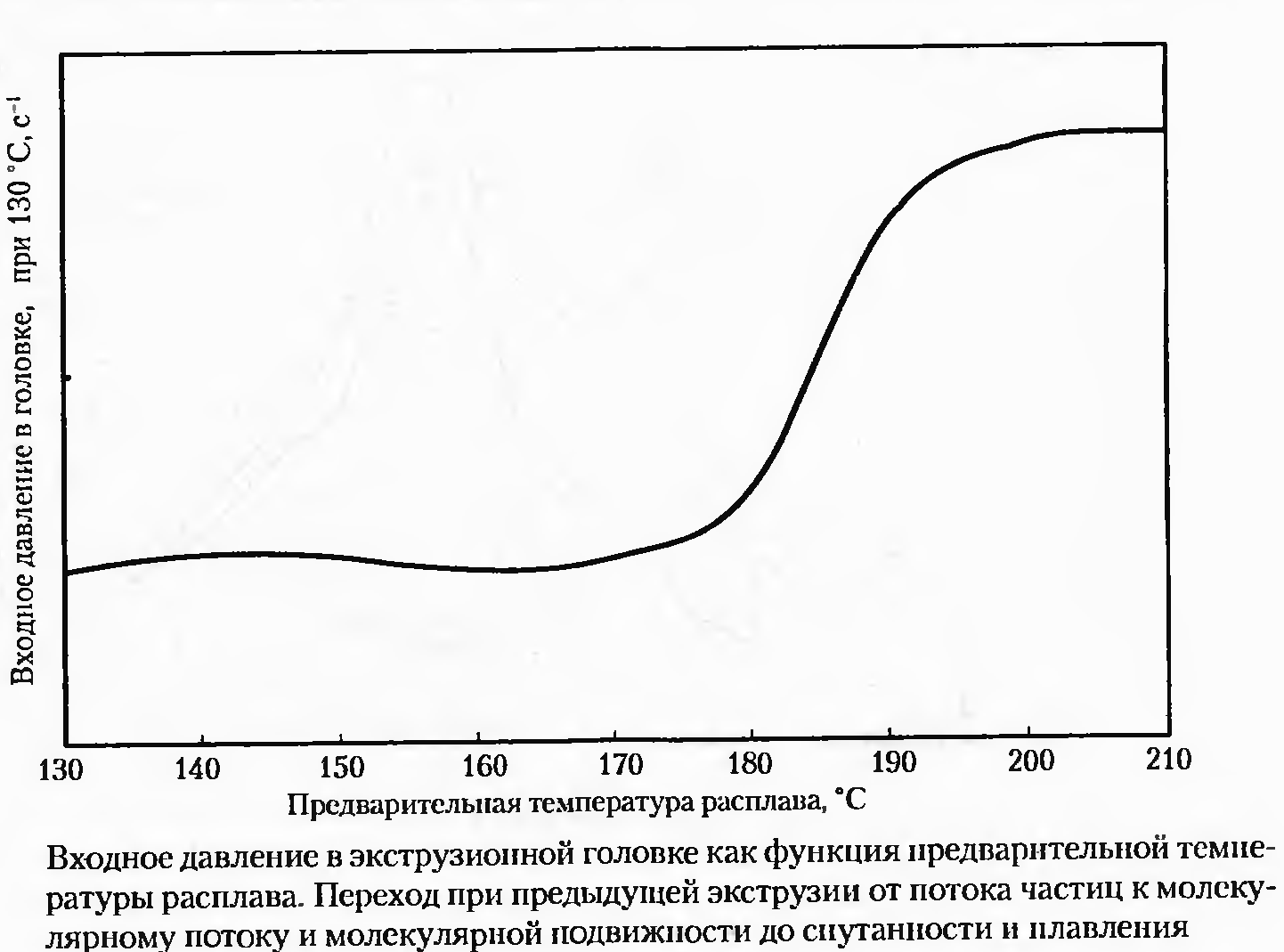
Рис.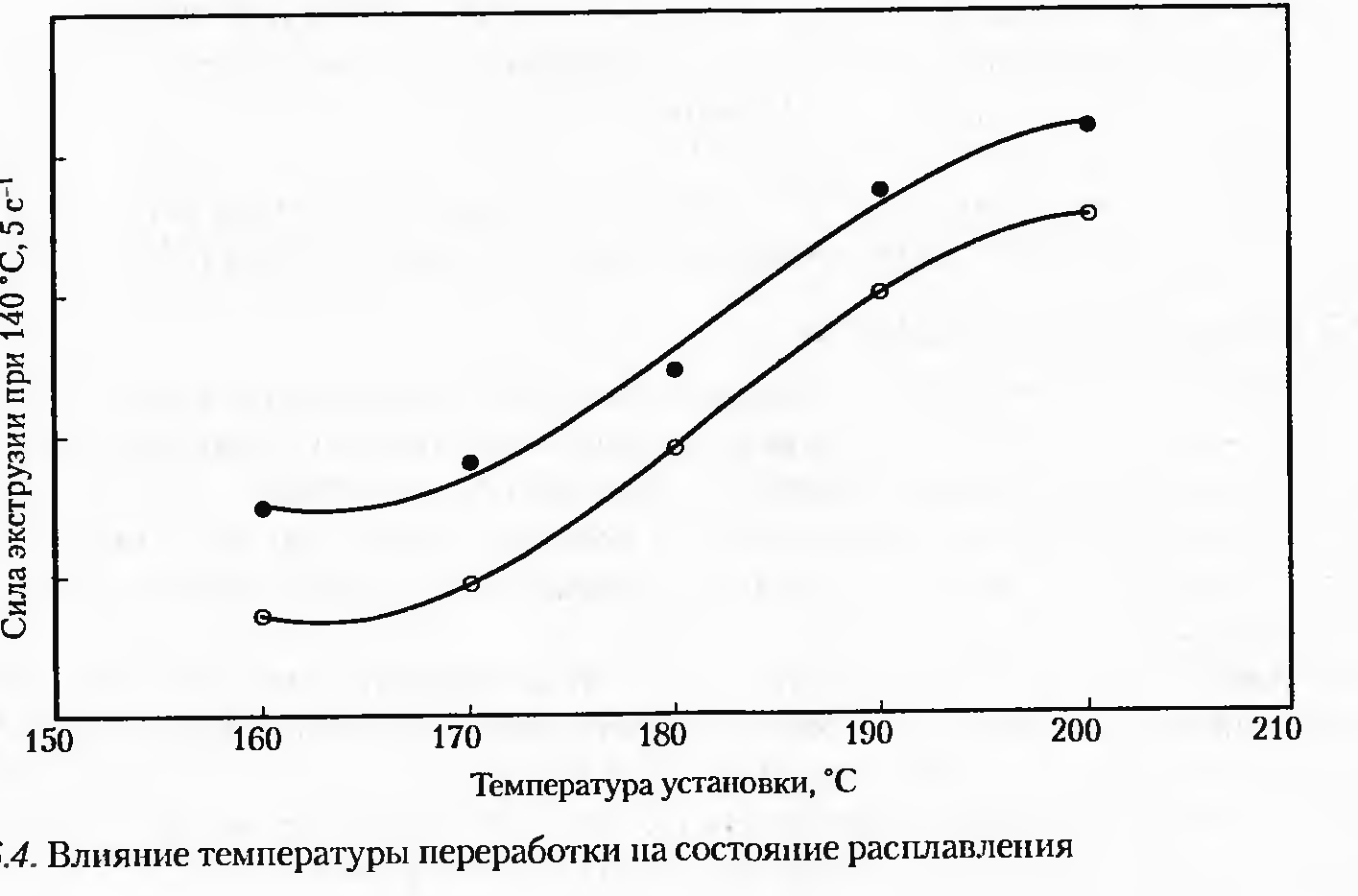
Более показательный пример влияния технологических добавок на получение гомогенного расплава представлен на рис.5. На нем видно как стабилизированный оловом ПВХ перерабатывается на двухвалковых вальцах при 177 "С в присутствии и без 2 phr акриловой технологической добавки. Видно, что без технологической добавки расплав на валках негомогенный, в зазоре между валками плохо разделенный. В присутствии технологической добавки материал на валках чистый, гомогенный, а в зазоре валков можно видеть прочный и гладкий расплав.
Рис.5
1.1.3. Прочность, растяжимость и эластичность расплава
Очень трудно разделить влияние и относительную значимость этих трех свойств. Прочность расплава — это явление, отражающее и эластичность, и вязкость удлинения. Растяжимость описывает способность расплава ПВХ подвергаться значительному удлинению или растягивающей деформации без разрыва. Эластичность — способность возвращаться в исходное состояние после снятия напряжения. Сочетание предела прочности на разрыв, удлинения и эластичности определяет «жесткость» расплава. Акриловые полимеры, которые обычно используются в качестве технологических добавок, совместимы с ПВХ, легко сплетаются с макромолекулами ПВХ и со своими собственными длинными цепями; они взаимодействуют с образованием плотного и более эластичного продукта. Повышенное напряжение разрыва и растяжимости достигается за счет введения технологических добавок, которые придают расплаву ПВХ высокую сопротивляемость дефектам, вызванным разрывами. Таким образом, они предотвращают разрывы в ПВХ.
В процессах со вспениванием материала технологические добавки также предотвращают распространение порообразователя на поверхности изделий.
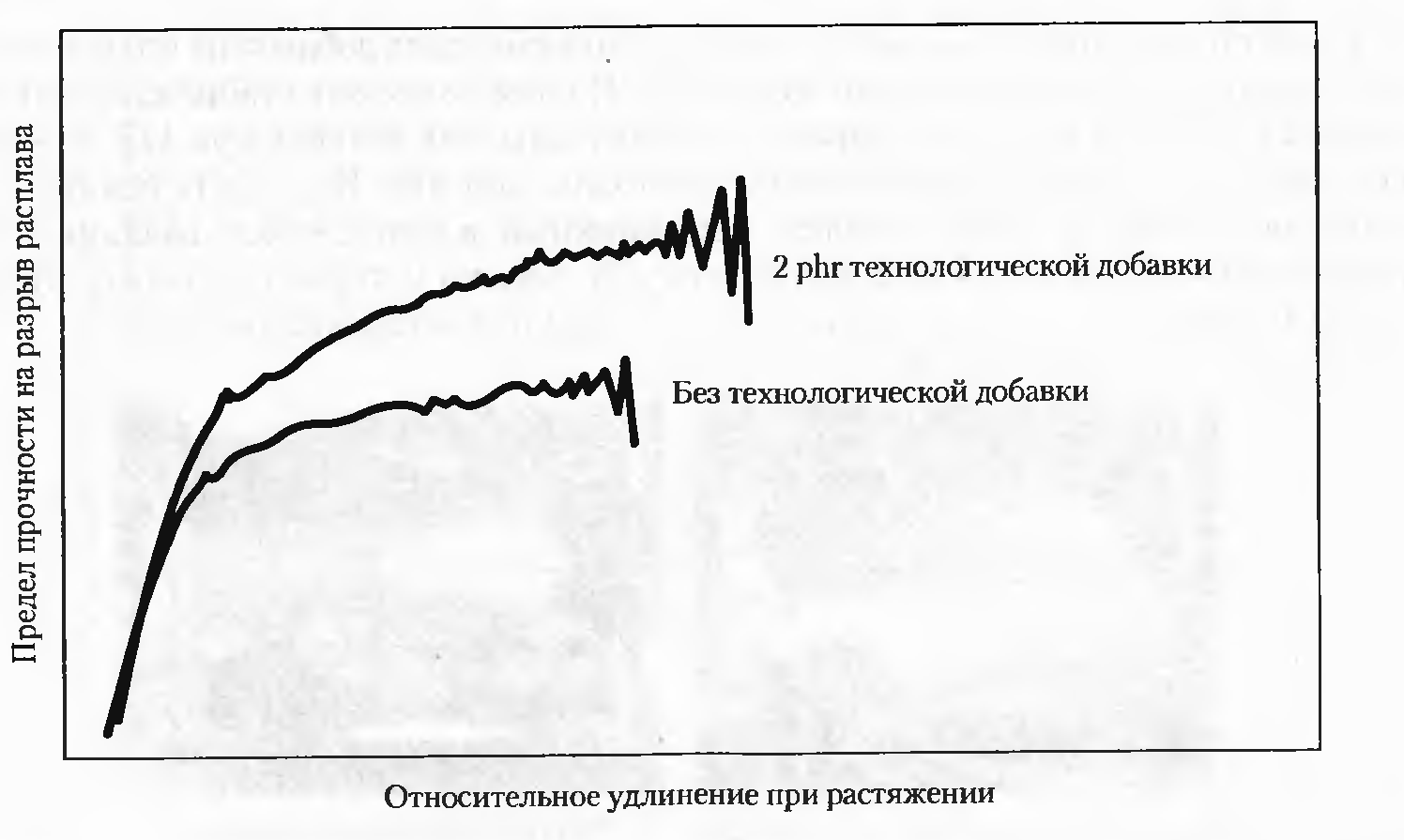
Хотя практические эффекты прочности расплава совершенно очевидны для переработчика, количественное измерение прочности расплава обычно очень сложно. Cottfert Rheotens — установка, использующая измерительный тензодатчнк редукторного типа с выталкивателем для выдавливания расплава из прямоугольного (вертикальная капля) экструдера. Пока продукт экструдера стабилизируется, редукторный отрыв увеличивается в скорости до тех нор, пока расплав (экструдат) не разрушится. Типичные кривые зависимости деформаций от напряжений, полученные в экспериментах на приборе Rheotens при 190 °С, представлены на рис.6.
Соединения ПВХ содержат от 0 до 2 phr технологической добавки. Использование 2 phr акриловой технологической добавки в эксперименте привело примерно к 30%-ному улучшению критического удлинении и 67%-ному увеличению предела прочности на разрыв.
Эластичность расплава является важным фактором, который необходимо учитывать при конструировании экструзионной головки. Это приводит к разбуханию экструдата и утолщению стенки изделия. Более высокое входное давление в экструзионной головке в присутствии технологической добавки (рис.3) является хорошим индикатором повышенной эластичности расплава.
Рис.6