

6.1 Определение объема поковки
Обьем поковки определяют по эскизу исходной заготовки разбитой, как и деталь, на элементы простой формы. С учетом размеров поковки, их предельных отклонений (в расчет берется половина величины верхнего отклонения для охватываемых размеров поковки и половина величины нижнего отклонения для охватывающих размеров) и уклонов примем









Объем венца поковки






Масса поковки:

Таким образом, расчет подтвердил, что выбор масс интервала масс от 0,5 до 1 кг был сделан правильно.
6.2 Определение объем и массы перемычки
Объем перемычки
 Также определяется по эскизу поковки:
Также определяется по эскизу поковки:


6.3Определение объема и массы облоя
При штамповке в открытых штампах наиболее широкое распространение
нашли облойные канавки с сечением типа 1, представленным на рисунке 1.
Для определения размеров канавки сначала устанавливают высоту мостика.

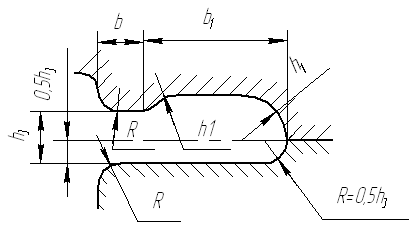
Рисунок 2 Сечение облойной канавки
Примем
высоту мостика

Объем облоя


где
 - коэффициент заполнения облойной
канавки;
- коэффициент заполнения облойной
канавки;
 -
периметр поковки по линии обреза облоя;
-
периметр поковки по линии обреза облоя;
 -
площадь поперечного сечения облойной
канавки.
-
площадь поперечного сечения облойной
канавки.
Масса облоя:

Объем исходной заготовки под штамповку

Масса исходной заготовки

Расчет размеров исходной заготовки
Диаметр исходной заготовки
где
 – коэффициент, принимаемый в пределах
от 1,5 до 2,5;
– коэффициент, принимаемый в пределах
от 1,5 до 2,5;
Принимаем
 получим
получим

По сортаменту выбираем ближайшего большего диаметра

Длина исходной заготовки


Примем L = 290 мм.
При диаметре заготовки 145 мм и длине 290
мм при резке дисковой пилой примем
допустимые отклонения длины заготовки

Переходы штамповки
Поковки круглые и квадратные штампуют за один, два и реже три перехода. За два перехода штампуют заготовки в виде с полотном, если

Для рассматриваемого случая
 .
Поэтому штамповку надо производить за
один переход.
.
Поэтому штамповку надо производить за
один переход.
Обрезку облоя и пробивку отверстия производят на прессе, используя для этой цели штамп последовательного или совмещенного действия для обрезки и пробивки.
Определение массы падающих частей молота. Выбор оборудования.
Заниженная масса падающих частей молота приводит к снижению производительности из за увеличения числа ударов, необходимого для формообразования заготовки. Завышение массы падающих частей связано с уменьшением стойкости штампов, увеличением расходов по эксплуатации молота.
Массу падающих частей молота при штамповке заготовки круглой в плане:

где - диаметр поковки;
 - предел прочности деформируемого
материала при температуре окончания
штамповки.
- предел прочности деформируемого
материала при температуре окончания
штамповки.
Подставив численные значения, получим:


В соответствии с расчетом для штамповки заготовки зубчатого колеса выбираем паровоздушный молот с массой падающих частей 4 тонны.
Библиографический список
1. ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. – М.: Изд-во стандартов, 1990. – 52 с.
2. Брюханов А.Н. Ковка и объемная штамповка: Учеб. Пособие. – 2е изд., перераб и доп. – М.: Машиностроение, 1975. – 408 с.
3. ГОСТ 3.1105-84 (СТ СЭВ 1801-79). Формы и правила оформления документов общего назначения. – М.: Изд-во стандартов, 1985 – 19 с.
4. ГОСТ 3.1103-82. Основные надписи. – М.: Изд-во стандартов, 1983. -10 с.
5. ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия. – М.: Изд-во стандартов, 1983. – 15 с.