

Оглавление
Введение 1
1. Анализ конструкции детали и выбор способа получения поковки 2
2. Определение массы детали 3
3. Конструирование поковки 5
4. Определение номинальных размеров поковки 8
5. Определение допусков на размеры поковки 10
6. Расчет исходной заготовки под штамповку 11
6.1 Определение объема поковки 12
6.2 Определение объем и массы перемычки 13
6.3Определение объема и массы облоя 13
7. Расчет размеров исходной заготовки 14
8. Переходы штамповки 15
9. Определение массы падающих частей молота. Выбор оборудования. 16
Библиографический список 17
Введение
Основная сложность, с которой сталкиваются при обработке резанием, - чрезмерно большие припуски. Это удорожает процесс механической обработки и снижает её производительность. Один из путей сокращения трудозатрат, связанный с уменьшением припусков, - применение прогрессивных видов заготовок, имеющих форму, приближенную к форме детали. К таким заготовкам относятся, например, поковки, получаемые объемной штамповкой. Этот вид заготовок нашел широкое применение в массовом и крупносерийном производствах, таких как, автомобиле- , тракторостроение и т.д., благодаря сравнительно высокой производительности изготовления поковок и их последующей механической обработки, а также высокому коэффициенту использования металла.
Очевидно, что о того, насколько грамотно и рационально спроектирована заготовка, во многом зависит себестоимость продукции и её качество. Поэтому целью данного контрольного задания является приобретение умения и навыков проектирования заготовок, получаемых объемной штамповкой.
Анализ конструкции детали и выбор способа получения поковки
Деталь, подлежащая изготовлению представляет, собою коническое зубчатое колесо;
Материал детали – сталь 12ХН3А ГОСТ 4543-71;
Производство – крупносерийное;
В качестве заготовки используем поковку, штампуемую на паровоздушном молоте двойного действия в открытом штампе;
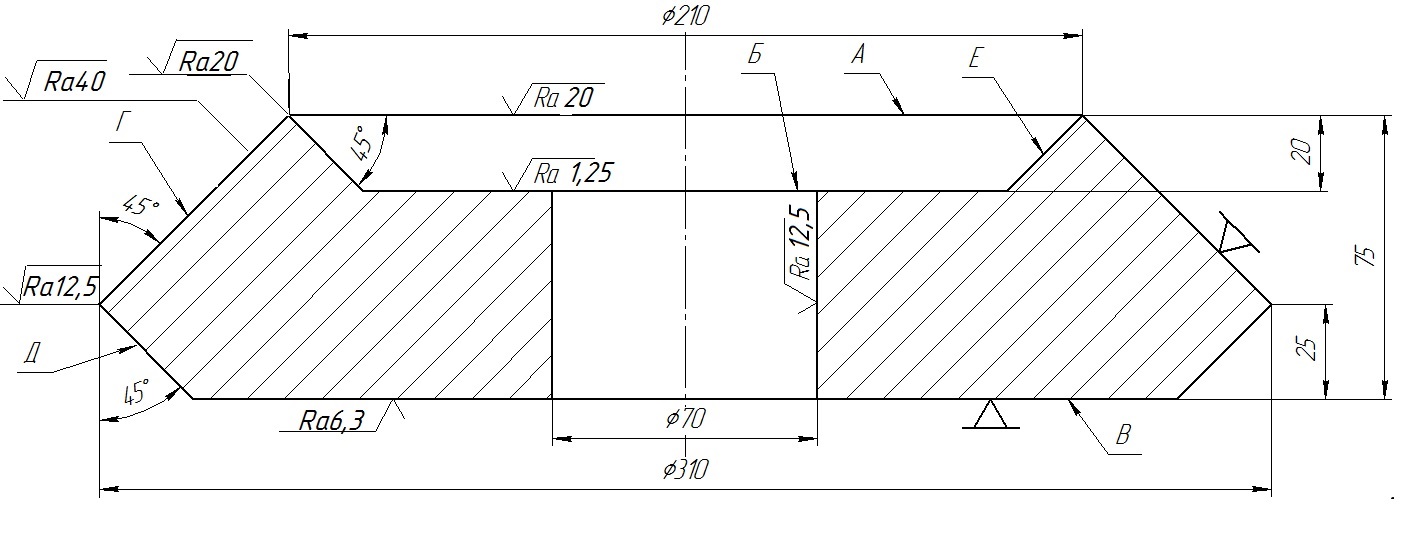
Рисунок 1. Колесо зубчатое
Нагрев заготовок – индукционный.
Определение массы детали
Разобьем деталь на 4 части, большую-усеченный конус 50 мм, малую-усеченный конус высотой 25 мм и отверстия будем рассматривать как усеченный конус высотой 20 мм и прямоугольник высотой 55 мм.
 Рисунок
2.Рассчетный эскиз детали
Рисунок
2.Рассчетный эскиз детали
Найдем суммарную площадь:





Плотность стали 12ХН3А:

Масса детали:

Конструирование поковки
2.1 Для поковки конического зубчатого
колеса плоскость разъема штампа примем
на стыке конических поверхностей
диаметром
 .
.
2.2 В качестве черновых технологических баз, т.е. баз, используемых на первой операции механической обработки поковки, примем нижнюю поверхность колеса и боковую поверхность.
2.3 Припуски на механическую обработку поковок можно определить как табличным, так и расчетно-аналитическим метолами. Рассмотрим методику определения общих припусков, номинальных размеров поковки и допусков на них табличным методом в соответствии с ГОСТ7505-89.
Одним из факторов, учитываемых при назначении припусков на обработку и допусков на размеры поковок является расчетная масса поковки.
Ориентировочную величину массы поковки допускается вычислять по формуле /1, с.8/

где
 - расчетный коэффициент для конического
зубчатого колеса /1,с. 31, табл. 20/.
- расчетный коэффициент для конического
зубчатого колеса /1,с. 31, табл. 20/.
Следовательно, рассматриваемая поковка относится к интервалу масс от 20 до 50 кг /1,с. 9, табл. 2/.
Поковки в зависимости от их конструктивных характеристик и материала разделяются на несколько категорий /1,с. 7, табл.1/.
По точности изготовления поковка конического зубчатого колеса, получаемого на молоте, относится к классу Т4 /1, с. 28, табл. 19/.
По материалу (сталь 12ХН3А с содержанием
углерода
 0,65%) поковка принадлежит к группе М3.
0,65%) поковка принадлежит к группе М3.
По конфигурации поверхности разъема штампа поковка относится к категории «П».
Степень сложности поковки определяется
величиной отношения массы
 к массе
к массе
 геометрической фигуры, в которую
вписывается поковка. При определении
размеров описывающей поковку фигуры
допускается увеличивать в 1,05 раза
линейные размеры детали, определяющие
положение её обработанных поверхностей
/1, с.30/.
геометрической фигуры, в которую
вписывается поковка. При определении
размеров описывающей поковку фигуры
допускается увеличивать в 1,05 раза
линейные размеры детали, определяющие
положение её обработанных поверхностей
/1, с.30/.
В качестве описывающеё фигуры примем
цилиндр с диаметром основания
 и высотой
и высотой
 .
Масса фигуры:
.
Масса фигуры:

Величина:

Таким образом, по данному критерию поковка должна относится к группе С3.
В соответствии заданным значениям группы стали М3, степени сложности С1 и класса точности Т4, устанавливаем исходный индекс. Исходный индекс поковки зубчатого колеса – 18.
Припуск на механическую обработку включает основной и дополнительный припуски. Дополнительный припуск учитывает отклонение формы поковки. Величины припусков назначают на одну сторону. Основной припуск в зависимости от исходного индекса, шероховатости поверхности и линейных размеров детали, отсчитываемых от черновых технологических баз, устанавливается по табл.3 /1, с.12-13/.
При назначении величины припуска на поверхность, положение которой определяется двумя и более размерами поковки, устанавливается наибольшее значение припуска для данной поверхности.
Основные припуски на обработку цилиндрических поверхностей колеса в размер:
 (
( )
– 4,3 мм
)
– 4,3 мм
 (
( )
– 3,3 мм
)
– 3,3 мм
Основные припуски на обработку торцов поковки в размер:
Поверхность детали Б ( )
находится на расстоянии 55 мм от её
базовой поверхности. Поэтому припуск
на обработку этого торца равен 3,2 мм.
)
находится на расстоянии 55 мм от её
базовой поверхности. Поэтому припуск
на обработку этого торца равен 3,2 мм.
Поверхность детали В ( )
является базовой поверхностью. Поэтому
припуск на обработку этого торца равен
2,2 мм.
)
является базовой поверхностью. Поэтому
припуск на обработку этого торца равен
2,2 мм.
Поверхность детали Е ( ) находится на расстоянии 75 мм от её базовой поверхности. Поэтому припуск на обработку этого торца равен 3,3 мм.
Принимаем на кон6ические поверхности Г, Е, Д равный 3,2 мм т.к. он имеет максимальной значение.
Припуск на поверхность А будет равен припуску на
Для поверхности А припуском будет являться пересечение поверхностей Е и Г, а для поверхностей Г и Д припуск диаметра .
Дополнительный припуск определяется в зависимости от класса точности Т4 поковки, её массы и формы поверхности разъема штампа /1, с.14, табл.4,5/.
Дополнительный припуск на обработку поковки конического зубчатого колеса, учитывающий:
смещение плоскости разъема штампа – 0,5 мм /1, с.14, табл.4/.
отклонение от плоскостности – 0,6 мм /1, с.14, табл.5/.
Величина штамповочного уклона для поковки вследствие её конструктивных особенностей /1, с.26, табл.18/.
на наружной поверхности -

на внутренней поверхности –
 .
.