

7. Автоматические линии из универсального оборудования
Основное оборудование такой линии — станки и механизмы, которые выпускают серийно. Их можно использовать в автоматической линии, если они встраиваются, или индивидуально. Это большая группа универсальных автоматов и полуавтоматов типа многошпиндельных, револьверных, многопозиционных и других станков, предназначенных для выполнения многих работ.
Автоматические линии из универсальных станков (токарных, фрезерных, копировальных, шлифовальных) компонуют из транспортирующих устройств, загрузочных механизмов, объединенных одной системой управления, а также из устройств для накопления межоперационных заделов и автоналадчиков (наладка рабочих инструментов). Эти линии должны обладать необходимой универсальностью и возможностью быстрой переналадки для обработки однотипных деталей в условиях серийного производства. Основное достоинство таких линий состоит в том, что меньшая производительность компенсируется быстрой их переналадкой при переходе на новый вид изделия.
Дополнительные затраты связаны с включением средств автоматизации, автотолераторов, конвейеров, системы управления. Сокращение числа обслуживающего персонала при минимальных затратах — основное достоинство автоматизации на базе типового оборудования, так как помогает решать проблему трудовых ресурсов.
Структурная схема автоматической линии для обработки деталей типа колец (рис. 130) может состоять из шести-семи станков 3, включая фрезерно-центровальный и гидрокопировальные станки. В некоторых случаях возможно применение фрезерных и зубофрезерных станков для фрезерования шпоночных пазов, шлицев и т. д.
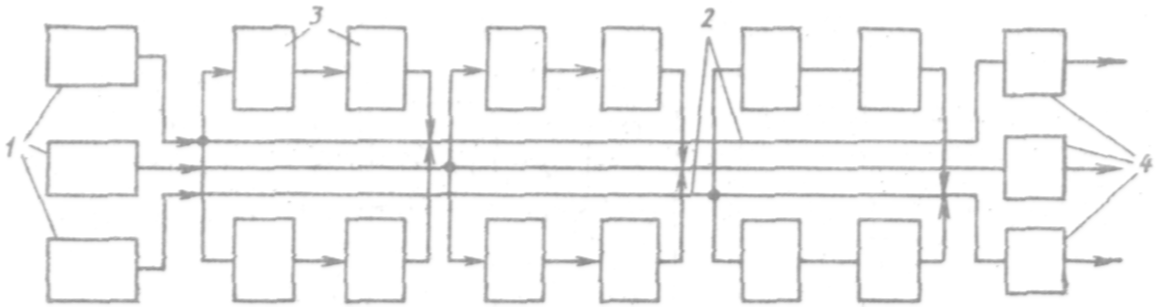
Рис. 130. Схема автоматической линии для токарной обработки деталей типа колец
Загрузочное устройство 1 цепного типа имеет задел заготовок. Шаговый конвейер 2 перемещает детали от одного станка к другому.
Призмы конвейера имеют вертикальное перемещение для установа заготовок в рабочие позиции станков и отвода обработанных деталей на конвейер. С последнего станка детали отводятся специальным разгрузочным устройством 4. На линии устанавливают контрольные устройства. Стружку отводит шнековый конвейер.
8. Автоматические линии из агрегатных станков
Автоматические линии из агрегатных станков с нормализованными узлами применяют в условиях массового и крупносерийного производства. Нормализованные силовые головки, салазки позволяют быстро производить переналадку оборудования на новый вид изделий. Для синхронности операций по времени применяют комбинированный инструмент (ступенчатые сверла, расточные резцы) и создают автоматические поворотные столы для закрепления и фиксации нужного положения заготовки. Для еще большей эффективности линий применяют передвижные базовые приспособления, которые перемещаются в процессе обработки с заготовкой. На линиях из агрегатных станков несколько позиций можно обрабатывать сразу за один установ заготовки. Особенно эффективны эти линии при обработке корпусных деталей, имеющих, как правило, сложную форму. На этих линиях нашли применение кантователи (устройства поворота заготовки в вертикальной плоскости) и поворотные столы (устройства разворота заготовки в горизонтальной плоскости).
Автоматическая линия из агрегатных станков (рис. 131) работает следующим образом. Заготовка 1 по транспортеру 8 подается последовательно от станка 2 к станкам 3, 5, 7, 9. Для выполнения очередной операции корпусная деталь поворачивается на столе 4 или переворачивается кантователем 6. Уборку стружки производит транспортер 10.
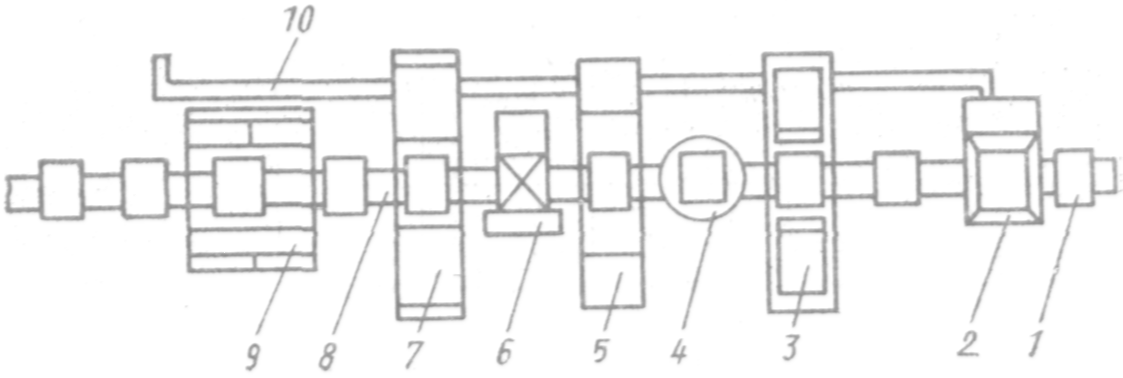
Рис. 131. Структурная схема автоматической линии из агрегатных станков:
Все подобные линии работают в одном режиме. После того, как деталь освобождена, транспортер переносит ее к следующему станку. В конце хода транспортер дает команду на включение рабочих шпинделей и быстрый отвод всех силовых головок. Команду на разжим деталей дает силовая головка, выполняющая наиболее длительную операцию. Зажимной механизм после освобождения детали дает команду на перемещение транспортера.
Аппаратура управления автоматической линией расположена в шкафах и пультах управления, которые есть в каждом потоке. Каждый поток линии может работать в автоматическом или наладочном режиме.