

Для випічки вафельних стаканчиків використовують напівавтомати й автомати, для випічки плоских вафель – електропрес.
На невеликих підприємствах доцільно застосовувати напівавтомат для випічки вафельних стаканчиків.
Автомат для випічки вафельних стаканчиків складається (рис 14.7) зі станини, верхньої рухливої плити з пуансонами, нижньої нерухомої плити з конусоподібними осередками, бачка для тесту, піддона для відходів і системи електронагрівників. За допомогою системи важелів плита з пуансонами може підніматися й опускатися. При опусканні пуансони входять у конусоподібні осередки нижньої нерухомої плити з деяким зазором. Позаду напівавтомата встановлені напрямні, по яких на роликах може пересуватися бачок з тестом.
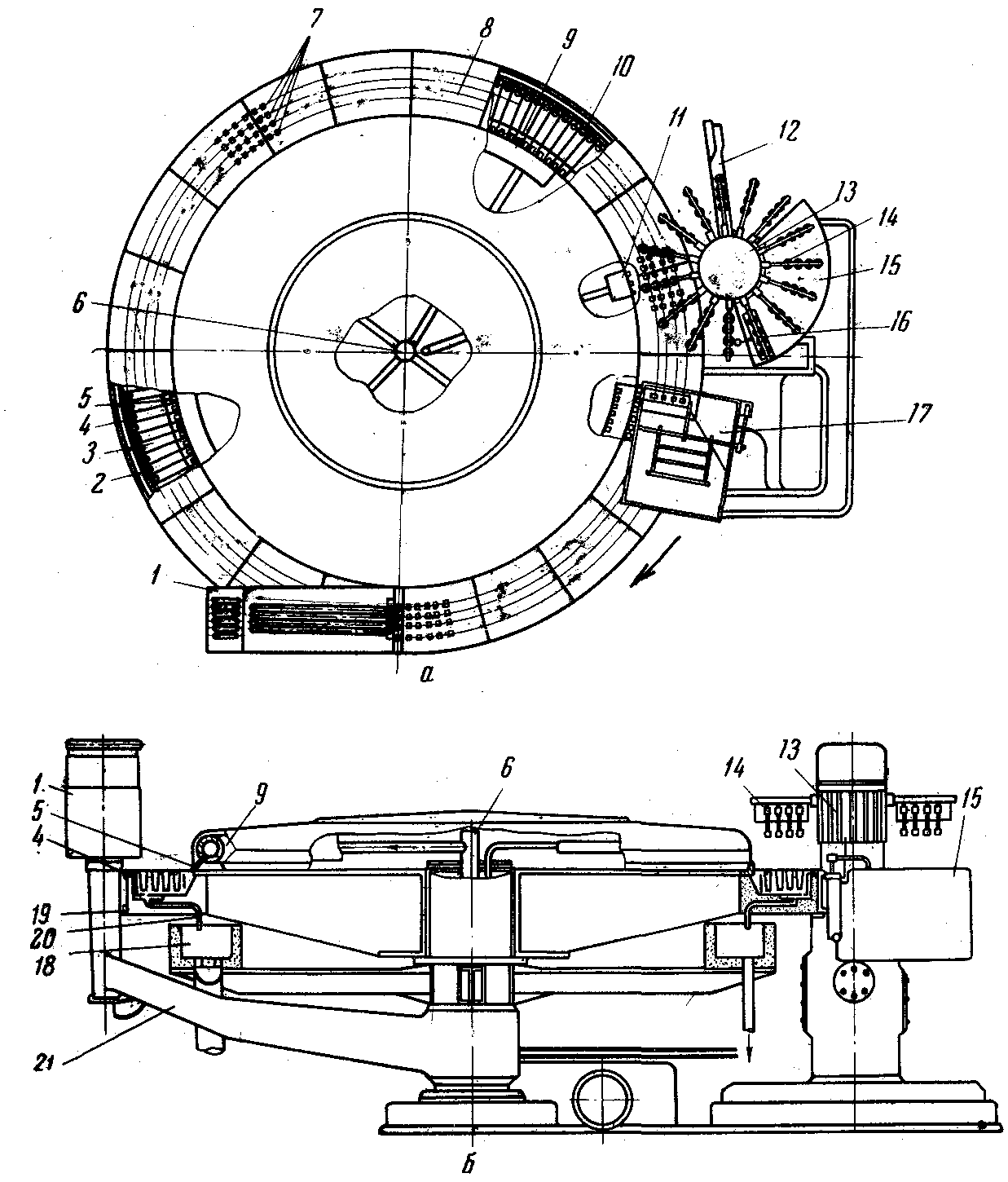
Рисунок 6 – Ескімогенератор ОГЕ:
а – план; б – вид збоку;
1 – паличкозабивальний механізм; 2 – карусельний піддон; 3 – відсік карусельного піддона; 4 – переливна перегородка; 5 – патрубок подачі холодного розсолу;6 – стояк, що подає холодний розсіл; 7 – чашечка завалочної форми; 8 – завалочна форма; 9 – колектор холодного розсолу; 10 – стічний отвір; 11 – колектор для відтаювання; 12 – жолоб для розвантаження; 13 – з’ємно-глазурувальна карусель; 14 – ричаг знімно-глазурувальної каруселі; 15 – газована ванна; 16 – глазурувальний ківш; 17 – дозатор; 18 – стічний піддон; 19 – кільцева рейка; 20 – трубка для відводу; 21 – карусель.

Рисунок 7 – Напівавтомат для випічки вафельних стаканчиків
1 – станина; 2 – піддон; 3 – бачок; 4 – пуансон; 5 – рукоятка.
Після включення електронагрівачів, що знаходяться в пуансонах і осередках, вони прогріваються до потрібної температури. Коли верхню плиту піднято, під пуансони подається бачок з тестом. За допомогою важелів верхню плиту опускають униз, занурюючи в тісто пуансони. Тісто налипає на них, бачок приділятися убік, і верхня плита опускається вниз. Пуансони вводяться в осередки і витримуються в них 3,5-4 хв., а потім піднімаються разом з верхньою плитою. Надлишки тіста знімаються вручну ножем і складаються в піддон. За один цикл роботи напівавтомат дозволяє випікати 22 стаканчика.
При випічці плоских вафель застосовують електропреси різних розмірів. Звичайно вони складаються з двох чавунних плит, з'єднаних шарнірно. Внутрішня їхня поверхня рифлена. На зовнішній у спеціальних пазах в ізоляції покладені нагрівальні елементи. Нижня плита прикріплена до столу нерухомо, верхня може переміщатися, а в нижнім положенні щільно скріплюється з верхньою спеціальним запірним пристроєм. Тісто подається на нижню плиту. Верхня плита опускається вниз і через 3-5-5 мін випікається вафельний лист розмірами 224×224 мм.
5 Поточно-технологічні лінії для виробництва морозива
Поряд з окремими машинами й апаратами для виробництва морозива промисловість випускає комплекти технологічного обладнання потокових ліній.
Вони призначені для фризерування суміші морозива, його гартування і фасування.
Як правило, такі лінії оснащені фризерами безперервної дії ОФИ, Б6-ОФШ або Е4-ОФЛ, а також швидко морозильними апаратами М6-ОХБ, М6-ОХВ або М6-ОХА.
Для виробництва ”Ескімо” застосовується потокова автоматизована лінія АЛЕ-1.
Принципова технологічна схема автоматичної лінії представлена на рис 8. Суміш через мірні бачки 1 надходить у фризер безперервної дії 2, потім – у бункер фасувального автомата-дозатора 3, що одночасно заповнює вісім гнізд у блоці-формі. Дозування відбувається при безперервному русі гартівного конвеєра 7.
Заповнена блок-форма надходить до автомата 4, за допомогою якого одночасно в усі заповнені морозивом вісім гнізд уставляють палички. Потім блоку-форми з мороженим направляються в швидко морозильну камеру 5. Потрапивши в камеру, морозиво проходить спочатку спокійну зону, потім зону інтенсивного руху повітря, де відбувається його загартовування за допомогою охолоджувача 8 при температурі –32оС протягом 15-20 хв. Циркуляція повітря здійснюється за допомогою двох вентиляторів 9. Наприкінці швидкоморозильної камери, на її виході блоки-форми проходять ділянку інтенсивного обдування гарячим повітрям 12. Ескімо підтає і на поворотному барабані витягається з форм автоматом 13. Вироби з ескімо надходять до глазурувальної ванни 14 з ковшем, який періодично піднімається , що забезпечує постійний рівень занурення ескімо в глазур. Покрите глазур'ю ескімо (вісім штук одночасно) передається на поворотний стіл 10. Поворотний стіл періодично повертається на 90о, його гнізда розкриваються і порції ескімо потрапляють у паперові заготівлі загортаючого автомата 11. Потім ескімо надходить на стрічку транспортера 15 з пакувальним столом.

Рисунок 8 – Автоматизована лінія АЛЕ-1 для виробництва ескімо
1 – мірні бачки з мішалками; 2 – фризер; 3 – дозатор; 4 – автомат для вставляння паличок; 5 – швидко морозильна камера; 6 – привід; 7 – гартівний конвеєр; 8 – охолоджувач; 9 – вентилятор; 10 – поворотний стіл; 11 – автомат, що загортає; 12 – калорифер; 13 – автомат для витягу ескімо з форм; 14 – глазурувальна камера; 15 – транспортер.
Для вироблення тортів з морозива застосовують ПТЛ, схема якої наведена на рис.9. Лінія складається з фризера безперервної дії 1, фасувальної машини для дозування морозива в коробки 2, проміжного столу 3, тунельного швидкоморозильного апарата 4 і конвеєрів 5 для обробки тортів.
Морозиво безпосередньо з фризера фасується в коробки для тортів. По конвеєру фасувальної машини 2 морозиво в коробках надходить у швидко морозильний апарат 4 на підвіски ланцюгового конвеєра. Загартовування відбувається при температурі повітря в апараті –32оС. Тривалість загартовування 40 хв. Обробка тортів виробляється вручну на конвеєрі 5. Відділені торти направляються в камеру схову.

Рисунок 9 – Лінія для вироблення тортів з морозива
1 – фризер; 2 – фасувальний апарат; 3 – проміжний стіл; 4 – швидко морозильний апарат; 5 – конвеєр.