

Содержание отчета
1. Наименование и цель работы.
2. Характеристика фанеры: порода древесины, марка фанеры, вид и марка применяемого клея, слойность фанеры, размеры и форма образцов.
3. Определение предела прочности при скалывании по клеевому слою фанеры.
4. Заполненная таблица и обработанные результаты испытаний.
5. Выводы.
Контрольные вопросы
1. Каким показателем характеризуется прочность склеивания фанеры?
2. Размеры образцов для определения прочности при скалывании по клеевому слою и их подготовка к испытанию.
3. Факторы, влияющие на прочность склеивания.
4. Какие должны быть условия испытания образцов фанеры, склеенных на различных клеях, для определения прочности склеивания?
ЛАБОРАТОРНАЯ РАБОТА №6
Прессование древесностружечных плит
Цель работы: ознакомиться с технологией изготовления древесностружечных плит в лабораторных условиях и режимами горячего прессования.
Древесностружечные плиты получают путем прессования древесных частиц, смешанных со связующим.
Технологический процесс производства древесностружечных плит плоского прессования состоит из следующих основных операций: подготовка сырья, измельчение древесины, сушка и сортировка древесных частиц, приготовление связующего, смешивание древесных частиц со связующим, формирование стружечного пакета, прессование плит, обрезка, кондиционирование, шлифование древесностружечных плит.
Вид и размеры древесных частиц, используемых для производства древесностружечных плит, зависят от конструкции плиты, способа ее производства, требуемого качества плиты и определяется видом оборудования, на котором измельчается древесное сырье.
При изготовлении плит в лабораторных условиях для учебных целей чаща всего используют плоскую стружку или игольчатую, или же смесь их.
Средние размеры стружки: длина - 10÷25 мм; ширина - 2÷4 мм; толщина– 0,15÷45 мм. Влажность сухих древесных частиц 3-5 %.
Связующее приготавливается на основе карбамидоформальдегидных смол марок КФ-НП, КФ-МТ-15, КФ-0,15, КФА, КФ-П, допускается в лабораторных условиях применение смол марок КФ-Ж, КФ-БЖ, КФ-О.
С целью обеспечения рабочей вязкости связующего сухой остаток смол доводят до 52-60 % путем разбавления водой. Отвердителем служит хлористый аммоний (NH4Cl). Количество вводимого хлористого аммония зависит от требуемой продолжительности желатинизации связующего при 100° С. Для однослойных лабораторных плит количество вводимого NH4Cl по сухому веществу составляет 0,7-1,0 % к массе смолы рабочей концентрации. При изготовлении трехслойных плит в наружные слои вводят 3-7 % водный раствор хлористого аммония, а во внутренние слои вводят – 20 % раствор из расчета на 100 мас. ч. рабочего раствора смолы добавляется 4-6 мас. ч. рабочего раствора отвердителя.
Расход связующего (по сухому остатку) в процентах к массе абсолютно сухой стружки принимается для однослойных плит 8-10 %, для наружных слоев трехслойных плит 12-14 %, внутренних 8-11 % в зависимости от породы древесины, марки плит, требуемого качества плит. Для пятислойных плит: наружные – 13-15 %, промежуточные – 12-14 %, внутренние – 10-11,5 %.
От условий формирования пакетов зависит конструкция древесностружечных плит.
Сформированный стружечный пакет подвергается подпрессовке для повышения транспортной прочности пакета, уменьшения толщины пакета и т.д.
Подпрессовка осуществляется в гидравлических или механических прессах периодического или непрерывного действия.
Режимы подпрессовки стружечного пакета: давление прессования 1-1,5 МПа при прессовании на поддонах и 2,5-4 МПа при бесподдонном прессовании; продолжительность цикла от 24-120 с в производственных условиях до 3-5 мин в лабораторных условиях.
Прессование стружечного пакета производится в гидравлических прессах с обогреваемыми плитами.
Режимы прессования древесностружечных плит характеризуются следующими основными параметрами: давление прессования, температура прессования, продолжительность прессования, влажность стружечного пакета. Рекомендации по выбору режимов прессования приведены в табл. 4.
Влажность стружечного пакета однослойных плит 12-14 %.
Циклограмма работы многоэтажных гидравлических прессов при плавном снижении давления приведена на рис. 14.
Таблица 4
Выбор режима прессования ДСтП
Плотность плит, кг/м3 |
Температура прессования, 0С |
Давление прессования, МПа |
Продолжительность прессования, мин/мм |
1 |
2 |
3 |
4 |
600 |
160 |
2,0-2,2 |
0,33 |
170 |
2,2-2,4 |
0,27 |
|
650 |
160 |
2,2-2,4 |
0,35 |
170 |
2,4-2,7 |
0,28 |
|
700 |
160 |
2,4-2,7 |
0,36 |
170 |
2,7-2,9 |
0,3 |
![]()
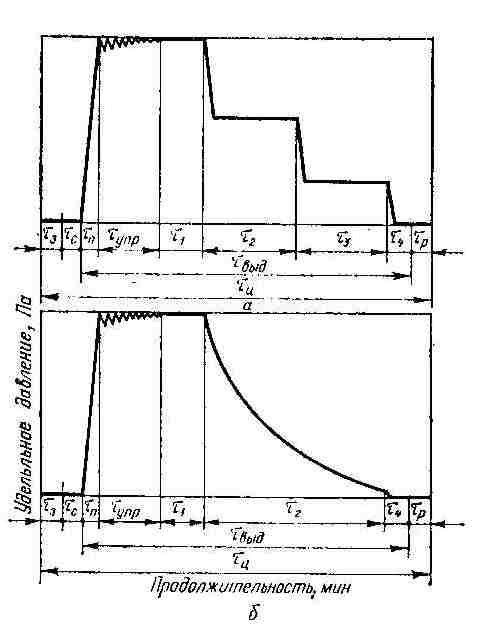
Рис. 14. Циклограмма работы многоэтажных гидравлических прессов при плавном снижении давления: tз – продолжительность загрузки пресса; tс – то же смыкания плит пресса; tп – то же подъема удельного давления; tупр – то же упрессовки стружечных брикетов (время от момента достижения давления до момента смыкания плит с дистанционными прокладками); t1 – продолжительность выдержки брикетов под давлением; t2 - продолжительность снятия давления; t4 – продолжительность выдержки плит в сомкнутом прессе без давления; tр – время размыкания плит пресса; tвыд – продолжительность прессования плит в прессе; tц – цикл работы пресса