

4.1.5 Продукція штампування
Являє собою процес отримання заготовок динамічним зусиллям в холодному або гарячому стані в спеціальних формах-штампах (Рис.4.12). Штамповані заготовки утворюються за рахунок заповнення матеріалом робочої зони штампа й набувають високої точності розмірів та якості поверхні.
Звичайно штампують до 300кг, інколи до 5000кг. Продуктивність у 50..100 разів вища за кування, але високі затрати на виготовлення штампів зумовлюють його
рис.4.9 Схема об`ємного використання у масовому виробництві та близьких до нього за програмою випуску. Устаткування: штамповочні молоти та горизонтально-кувальні машини
 заготовка
заготовка
зовнішній контур заготовки
штампи
Рисунок 4.12 Схема об`ємного штампування
Штамповки класифікують за ознаками:
- по точності виготовлення поділяють на класи точності Т1,Т2…Т5 які залежать
від вида устаткування
- по групі сталі за вмістом вуглецю та легуючих елементів
М1 - <0,35%С-<2% легуючих
М2 - 0,35…0,65%С-2…5% легуючих
М3 - >0,65%С->5% легуючих
- за ступенем складності: С1, С2, С3, С4.
Холодне об`ємне штампування дозволяє виготовляти високоточні заготовки з високою якістю поверхні та майже повністю виключити наступну обробку різанням.
Листове штампування являє собою процес отримання об`ємних деталей з листа або рулонного матеріала (Рис.4.13).Буває холодним та гарячим. Гаряче застосовують для товстолистових (S>6.0) та низькопластичних матеріалів. Товщина штампуємого матеріалу <10.0.Відзначається дуже високою продуктивністю й точністю. Легко піддається автоматизації. Устаткування-кривошипні або гідравлічні преси.
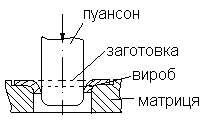
Рисунок 4.13 Схема листового штампування
Штампування великогабаритних деталей з сталі або високоміцних сплавів потребує використання потужних і дорогих пресів, складної та дорогої оснастки. Враховуючи малу потребу в таких деталях звичайна штамповка економічно збиткова. Для виготовлення таких деталей створені спеціальні методи безпресового штампування, які використовують в якості деформуючого засобу дуже потужні енергетичні імпульси. Найбільш поширенні такі:
Штампування вибухом. Виготовляють деталі необмежених розмірів з товстолистового матеріалу (Рис. 4.14). Для умов одиничного виробництва матриц
 Вибухова
речовина
можливо виготовити з чавуну,
бетону, дерева,
Вибухова
речовина
можливо виготовити з чавуну,
бетону, дерева,
картону або льоду. Штампування здійснюється
Притискувач у воді або у повітрі. При штампуванні вибухом
Заготовка у воді тиск ударної хвилі значно більший я Матриця ніж при штапмувані у повітрі
Рисунок 4.14 Схема штампування
вибухом вибухом
Електрогідравлічне штампування схоже на штампування вибухом, але ударну хвилю створює потужний електричний розряд у воді. Ударну хвилю можливо сфокусувати і направити в потрібне місце. Потрібну енергію накопичують у батареях конденсаторів.
Електромагнітне (магнітно-імпульсне) штампування основане на створенні потужного імпульсного магнітного поля, яке створює у заготовці вихровий струм. Взаємодія магнітного поля з струмом у заготовці створює безпосередні механічні сили які здійснюють деформування.