

2. Организационный раздел
Целью данного раздела является разработка вопросов организации работ по ТО-2 на объекте проектирования.
Структурная схема управления производством ТО и ТР автомобилей на проектированном объекте предоставлена на рис 2.1.
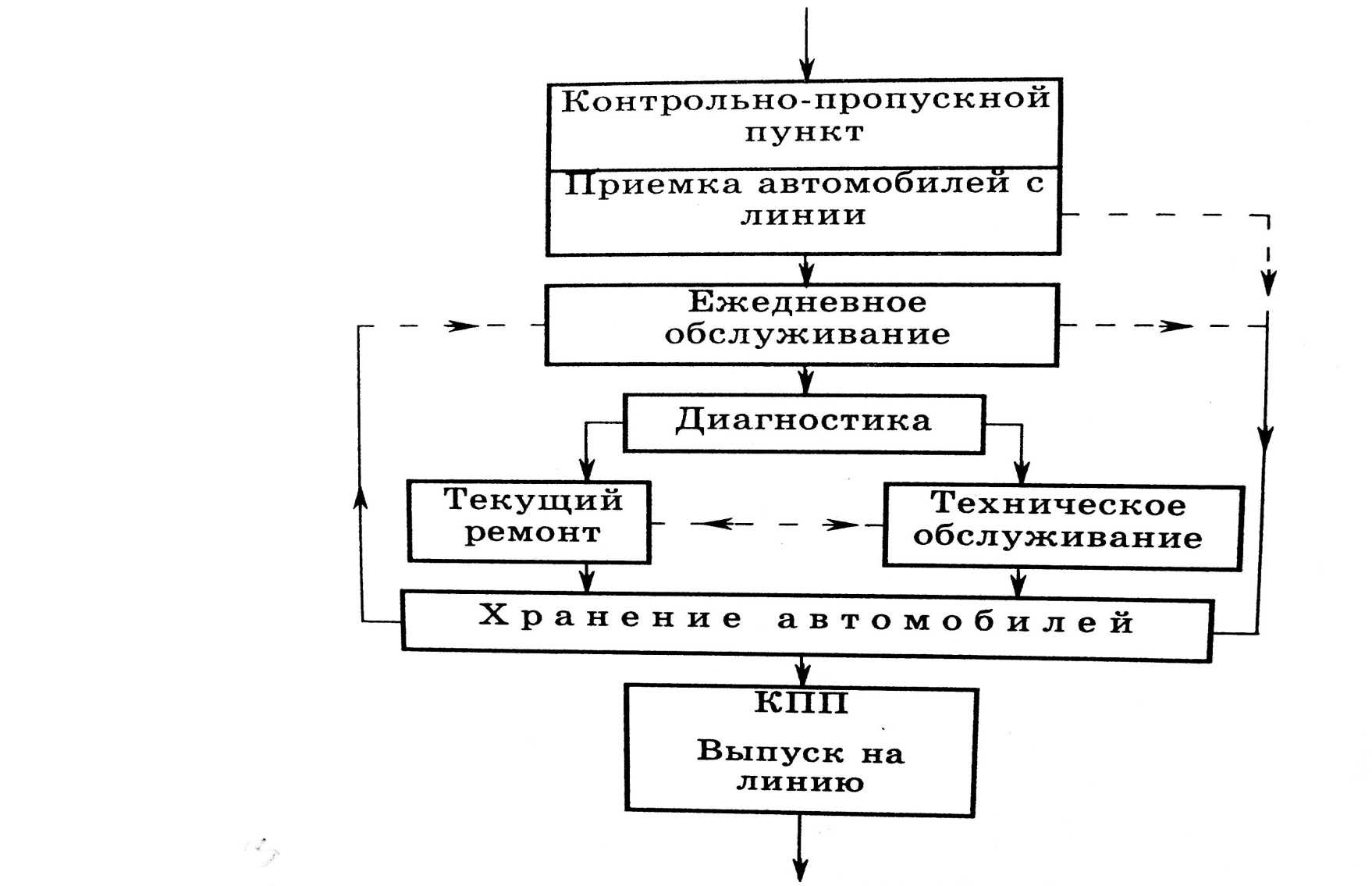
Рис 2.1. Структурная схема управления производством ТО и ТР автомобилей на АТП.
2.1. Выбор метода организации технологического процесса на объекте проектирования
В данном проекте выбор метода организации технологического процесса определяется по сменной программе соответствующего вида ТО. В зависимости от её величины может быть принят метод универсальных постов или метод специализированных постов.
Метод универсальных постов для организации технического обслуживания принимается для АТП с малой сменной программой по ТО, в которых эксплуатируется разнотипный подвижной состав.
Метод специализированных постов принимается для средних и крупных АТП. По рекомендации НИИАТ техническое обслуживание целесообразно организовать на специализированных постах поточным методом, если сменная программа составляет не менее:
- для ТО-2 – 5…6 обсл.
однотипных автомобилей.
Так как сменная производственная программа предусматривает для ГАЗ – 3309 по ТО-2 одно обслуживание, то согласно рекомендации НИИАТ ТО-2 целесообразно организовать методом тупиковых универсальных постов. Я выбираю метод универсальных постов. Метод универсальных постов заключается в выполнении всех работ вида ТО ( кроме УМР ) на одном посту группой исполнителей, состоящей из рабочих всех специальностей (слесарей, смазчиков, электриков) или рабочих-универсалов, где исполнители выполняют свою часть работ в определённой технологической последовательности.
Недостатками метода ( при тупиковом расположении постов ) являются следующие: значительная потеря времени на установку автомобилей на посты и съезд с них; загрязнение воздуха отработанными газами при маневрировании автомобиля в процессе заезда на посты и съезда с них; необходимость неоднократного дублирования одинакового оборудования.
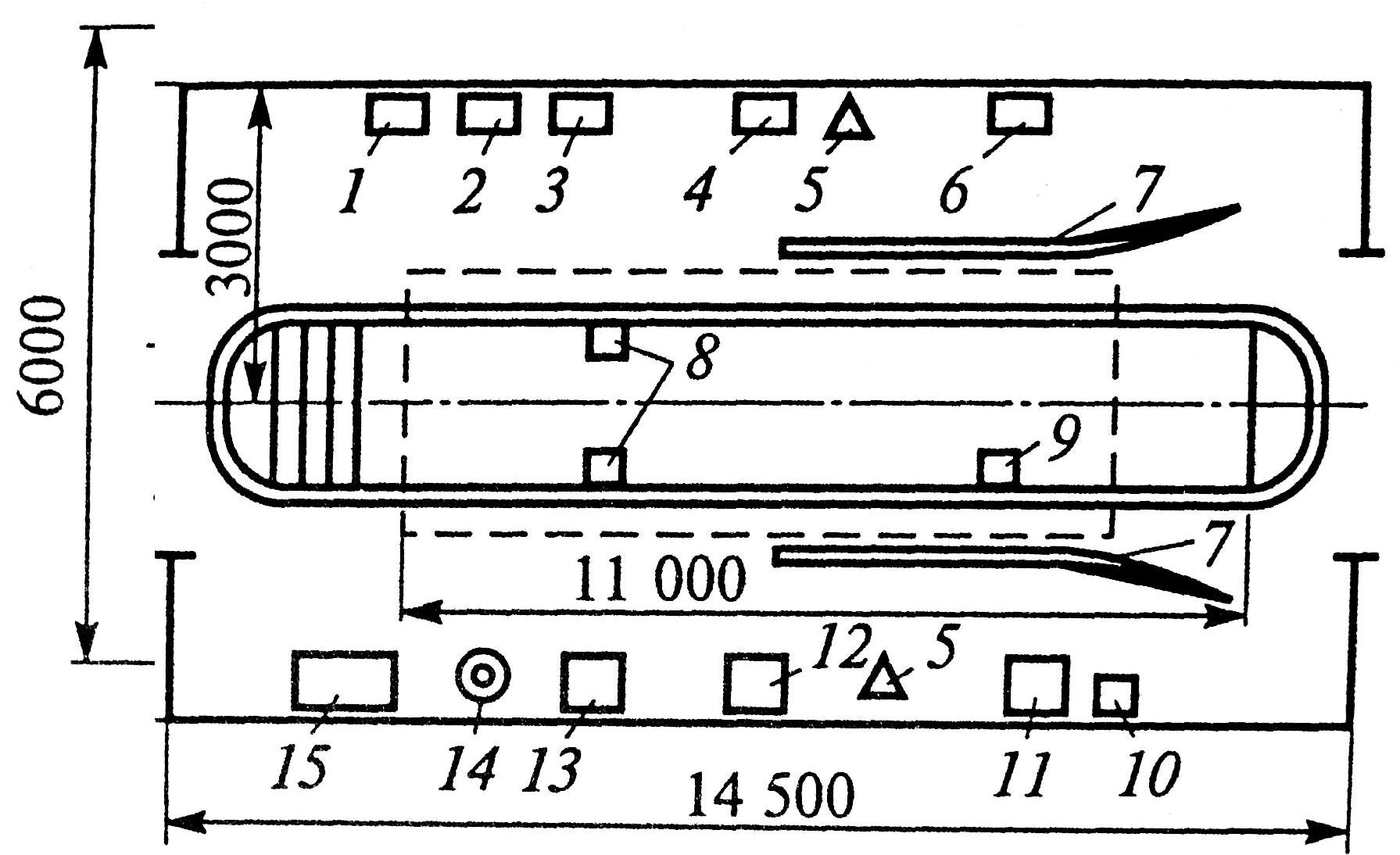
Рис. 2.4. Технологическая планировка универсального поста для ТО-2:
1- тележка для сбора фильтрующих элементов; 2- стол-ванна для промывки фильтров; 3- стол-ванна для чистого масла на подставке; 4- ларь для чистых обтирочных материалов; 5- наконечник с манометром для воздухораздаточного шланга; 6- стационарная компрессорная установка; 7- направляющие для колёс автомобиля; 8- подъёмник с креплением на стенке канавы; 9- подставка для работы в осмотровой канаве; 10- переносной ящик для инструмента и крепёжных деталей; 11- маслораздаточный бак; 12- электромеханический солидолонагнетатель; 13- маслораздаточная колонка; 14- стеллаж-вертушка для крепёжных деталей; 15- слесарный верстак.
2.2. Схема технологического процесса на объекте проектирования
Здесь необходимо раскрыть содержание технологического процесса технического обслуживания. Для раскрытия содержания технологического процесса необходимо указать виды работ (операций) и их порядок при выполнении технического обслуживания и диагностики.
С хема
технологического процесса представлена
на рис. 2.5.
хема
технологического процесса представлена
на рис. 2.5.
Зона ожидания ТО
Контрольно –
диагностические работы
Крепежные работы
Регулировочные работы
Шинные работы
Смазочные работы
Хранение автомобилей

Электротехнические работы
ТО

Контроль ОТК



Рис. 2.5. Схема технологического процесса ТО-2.