

2.1.2. Різання за допомогою дискових станкiв
Різання природного каменю здійснюється на спеціальних розпилювальних станках (рис.5) за допомогою дискових алмазних фрез (рис.6). Дисковi станки бувають двох типiв: однодисковi та багатодисковi.
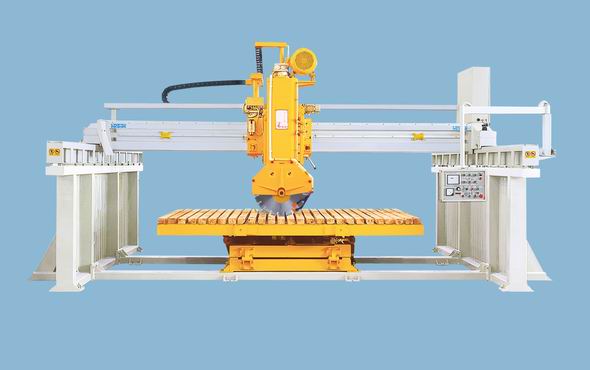
Рис. 5 Автоматичний мостовий розпилювальний станок.
О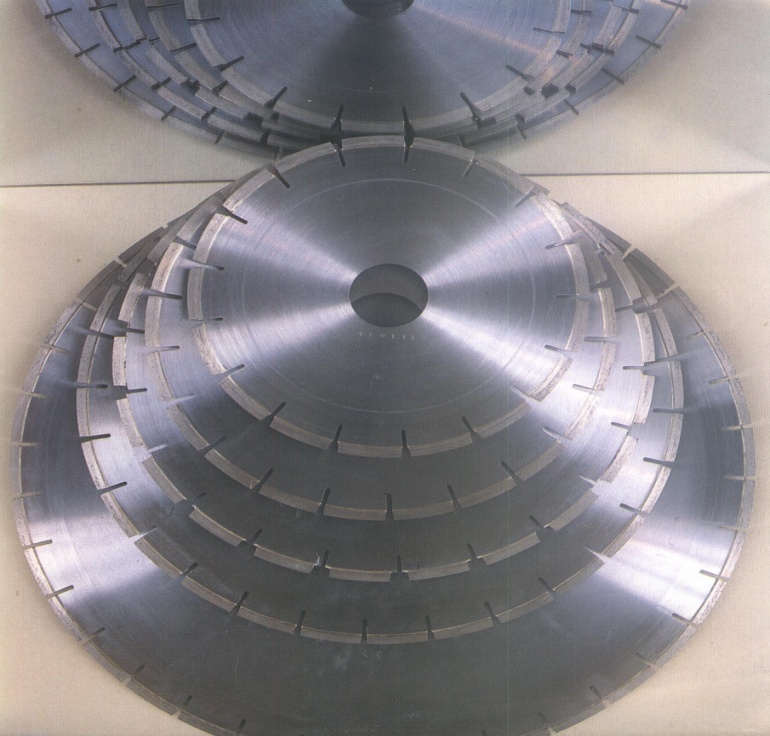 днодисковi
станки характеризуються значним
діаметром дискових алмазних фрез
(рис.6), які досягають в діаметрі 2500 –
3000 мм. Це обладання призначене для
розпилювання блоків на плити –
заготовки.
днодисковi
станки характеризуються значним
діаметром дискових алмазних фрез
(рис.6), які досягають в діаметрі 2500 –
3000 мм. Це обладання призначене для
розпилювання блоків на плити –
заготовки.
Рис.6. Алмазні диски розпилювальних станків для різання природного каменю
Багатодисковi станки призначені для розпилювання малих блоків, а також брусків - заготовок на плити-заготовки. Вони мають високу продуктивнiсть за рахунок підвищених швидкостей різання та забезпечують отримання тонких заготовок. Для відокремлення блоків порід від масиву застосовують також машини з канатними пилами, при яких в якості абразиву використовується кварцевий пісок з водою. В останні роки також застосовують термогазоструйні апарати. Робота апарату основана на термічному впливі гарячого потоку (більше 2500°С ) на породу, яка отримується при згорянні керосину в кисні. При такій високій температурі виникають високі внутрішні напруги, що викликають різкі структурні деформації, що супроводжуються механічним подрібненням породи.
2.1.3. Фрезерування
Під фрезеруванням природного каменю розуміють процес виконання пазів, фасок, поясків, кутів, а також елементів прямолінійного профілю, що здійснюється за допомогою спеціальних фрезерних станків (рис.7)
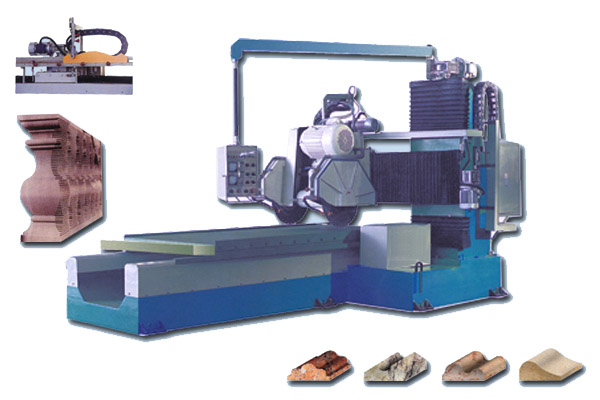
Рис.7. Фрезерний станок .
1 – опора, 2 – направляючі мости, 3 – міст, 4 – каретка, 5 –відрізний круг, 6 – продукція обробки.
В якості ріжучого інструменту застосовують cпеціальні алмазні фрези. Конструкційно розрізняють торцеві та периферійні фрези (рис. 8). Перший вид інструменту застосовується для відбірки поличок, кутів, рідше для калібрування каміння середньої міцності, другий вид – для виконання пазів, прямокутних профілів, зняття фасок та ін.

Рис. 8. Фрези для обробки природного каменю
Найбільше розповсюдження отримали периферійні алмазні фрези діаметром 250-350 мм і шириною робочої периферії 24-40 мм.
Швидкість обробки, в залежності від фізико-механічних характеристик обробляємого матеріалу, задається в межах 25-35 м/с, швидкість подачі – 0,5-1,5 м/хв, витрати води – 35-45 л/хв. Для твердих порід каміння глибина фрезерування за один прохід інструмента не повинна перевищувати 10-20 мм.
2.2. Шліфування
Процес шліфування складається з ряду послідовних операцій, в результаті яких поступово вирівнюється лицьова поверхня виробу і проявляється колір і малюнок каменю.
До цих операцій відносяться грубе шліфування, середнє і тонке. Іноді число шліфувальних операцій збільшують на одну-дві за рахунок додавання проміжних стадій, що дозволяє скоротити час виконання кожної окремої операції. Для шліфування застосовують різноманітні абразивні, в тому числі алмазні матеріали з крупностями зерен, що поступово зменшуються при переході від більш грубої до більш тонкої шліфовки. Так крупність робочих зерен абразива для першої операції шліфовки складає 0,5-2 мм, в той час як зернистість інструменту, який використовується для кінцевих операцій, не перевищує 28-40 мк. Після кожної операції досягається підвищення класу чистоти поверхності – згладжування її шорохуватості.
Шліфована поверхня виникає при обробці кам’яних заготовок шліфувальними кругами. Для цього застосовуються станки портального та мостового типу, шліфувально-полірувальні конвеєри чи шліфувально-поліруваьні станки (рис.9) для об’ємних виробів. Шліфована поверхня характеризується шорохіватістю з нерівностями рельєфу висотою до 0,05 мм. Подібна обробка застосовується для світлих порід природного каменю з невираженим малюнком. Для темного каміння з візерунком шліфування не вигідне, оскільки значно погіршує колір та малюнок каменю.
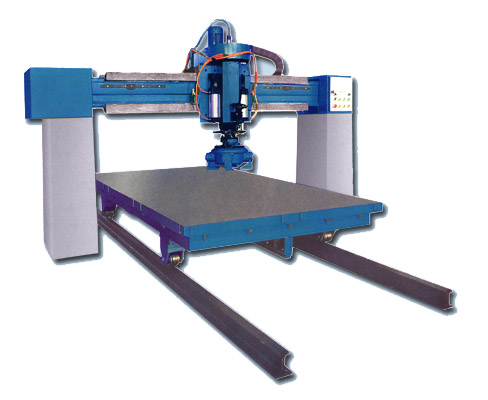
Рис. 9. Шліфувальний радіально консольний станок моделі ВШ-28