

В зависимости от содержания углерода
На рис. 1 обозначено: 1 – полный отжиг; 2 – отжиг на зернистый перлит; 3 – неполный отжиг; 4 – рекристаллизационный отжиг; 5 – диффузионный отжиг; 6 – нормализация.
Полный отжиг характеризуется нагревом углеродистой стали до 750 1000 °С, выдержке при этой температуре и медленном охлаждении со скоростью 120 150 °С/ч сначала вместе с печью до температуры 450 550 °С, а затем на воздухе.
Диффузионный отжиг (гомогенизация) характеризуется нагревом стали до температуры Слитки нагревают до 1100 1200 °С, выдерживают при этой температуре 8 15 ч, затем медленно охлаждают до 200 250 °С. Процесс диффузионного отжига продолжается около 80 100 ч.
Температура нагрева стали при закалке в зависимости от содержания углерода представлены на рис. 2.
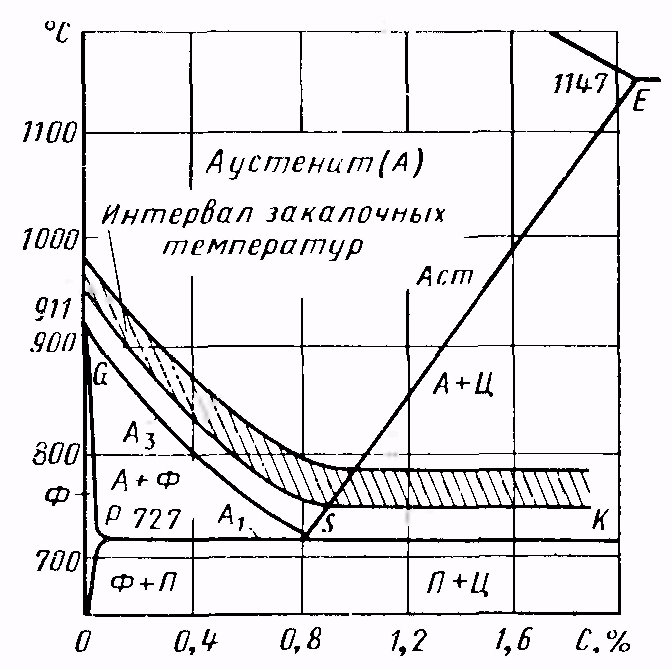
Рис. 2 – Температура нагрева стали при закалке
В зависимости от содержания углерода
Скорость охлаждения стали, нагретой до температуры закалки, влияет на результат закалки. Оптимальной закалочной средой является та среда, которая быстро охлаждает деталь в интервале температур 550 650 °С и замедленно или с очень большой скоростью – в интервале температур ниже 200 300 °С.
Низкий отпуск заключается в нагреве стали до температуры ниже 250 °С и охлаждении для частичного снятия внутренних напряжений. В результате низкого отпуска сталь становится менее хрупкой, твердость и износостойкость сохраняются высокими.
Низкому отпуску подвергают ответственные детали, режущий и измерительный инструмент из углеродистых и низколегированных сталей, детали подшипников качения, основными требованиями к которым являются высокая твердость и износостойкость.
Средний отпуск заключается в нагреве стали до температуры 350 500 °С и последующем охлаждении. В результате среднего отпуска твердость закаленной стали несколько снижается, а предел упругости. Поэтому среднему отпуску подвергают пружины, рессоры и другие упругие элементы.
Высокий отпуск заключается в нагреве стали до температуры 500 680 °С и последующем охлаждении. В результате высокого отпуска твердость закаленной стали значительно снижается, прочность снижается в 1,5 2 раза, в несколько раз увеличиваются пластичность и вязкость и почти полностью снимаются внутренние напряжения. По сравнению с механическими свойствами после отжига или нормализации сталь после закалки и высокого отпуска имеет более высокие прочность, пластичность и вязкость. Этот вид термической обработки часто называют улучшением.
2.2.2 Режимы термической обработки чугуна
Режимы термической обработки чугуна зависят от его состава и желаемых механических свойств после обработки. Температурные режимы термической обработки приведены в специальной литературе [10, 11].
При проведении графитизирующего отжига чугуна отливки нагревают до 850 950 °С в течение 2 3 ч (первая стадия графитизации) и охлаждают на воздухе до температуры 20 °С или проводят вторую стадию графитизации (2 6 ч). В результате отжига устраняется отбел и структура становится более однородной.
Низкотемпературный отжиг чугуна проводят по следующему режиму: медленный нагрев отливок (30 180 °С/ч) до 530 620 °С, выдержка при этой температуре 3 4 ч (с момента нагрева до заданной температуры наиболее толстого сечения отливки) и медленное охлаждение вместе с печью со скоростью 10 30 °С/ч до 300 400 °С. В результате такого отжига внутренние остаточные напряжения уменьшаются на 80 85%. Отжиг при более высоких температурах может вызвать снижение твердости и прочности чугуна.
При нормализации отливки чугуна нагревают выше температур интервала превращения (850 950 °С) и после выдержки, охлаждают на воздухе.
При объемной непрерывной закалке чугун медленно нагревают до температуры 850 930 °С. Затем делают выдержку для прогрева заготовки и завершения происходящих в нем превращений. Время выдержки может изменяться в достаточно широких пределах: от 10 15 мин для перлитных чугунов и до 1,5 2 ч для ферритных чугунов.
Охлаждение отливок простой формы осуществляется в воде, а сложной – в масле.
При изотермической закалке чугун нагревают до 830 900 °С, охлаждают в расплавленных солях, имеющих температуру 250 400 °С и после выдержки охлаждают на воздухе.
Температура нагрева при поверхностной закалке перлитных чугунов составляет 840 950 °С, время нагрева – несколько секунд, скорость нагрева около 400 °С/с. Охлаждение происходит в воде или эмульсии.
При поверхностной закалке ферритных чугунов для получения высокой твердости после закалки необходим нагрев с меньшей скоростью примерно 5 10 °С/с до температуры примерно до 1050°С.