

2.1.4 Назначение и виды термической обработки меди и медных сплавов
Медь и медные сплавы подвергают рекристаллизационному отжигу.
Деформирование меди при обработке сопровождается повышением ее прочности в = 400 450 МПа и понижением пластичности = 2 4%. Для повышения пластичности медь подвергают рекристаллизационному отжигу, результате которого пластичность резко повышается = 45 50%, а прочность снижается до в = 250 МПа.
К сплавам меди относятся латуни и бронзы.
Латуни – двойные многокомпонентные медные сплавы, в которых основной легирующий элемент – цинк.
По сравнению с медью латуни обладают более высокими прочностью, коррозионной стойкостью, литейными свойствами и температурой рекристаллизации. Это наиболее дешевые медные сплавы.
Латуни марок Л70, ЛН65-5 и др. с содержанием меди не менее 61% при нагреве не претерпевают фазовую перекристаллизацию, поэтому их подвергают только рекристаллизационному отжигу. При рекристаллизационном отжиге латуни происходит снятия наклепа и повышение пластичности.
Латуни марок ЛС59-1, ЛЖМц 59-1-1 и др. с содержанием меди 55 61% при нагреве претерпевают фазовую перекристаллизацию. Причем скорость охлаждения при отжиге влияет на структуру и свойства латуни. При медленном охлаждении латунь будет более пластичной, а при быстром охлаждении - более твердой.
Бронзами называются двойные и многокомпонентные медные сплавы, в которых основными легирующими элементами являются различные металлы, кроме цинка.
Название бронзе дают по входящим в нее легирующим элементам, например, сплав меди с алюминием называют алюминиевой бронзой.
Различат две группы бронз: оловянистые, в которых преобладающим легирующим элементом является олово, и безоловянистые (специальные). В качестве легирующих элементов в бронзах используют олово, алюминий, никель, марганец, железо, кремний, свинец, фосфор, бериллий, хром, цирконий и другие элементы.
Оловянистные бронзы в силу своего строения и химического состава отличаются повышенной хрупкостью. Для выравнивания химического состава и повышения пластичности их подвергают диффузионному отжигу (гомогенизации).
Деформируемые оловянные бронзы для восстановления пластичности между операциями холодной обработки давлением подвергают рекристаллизационному отжигу.
Для снятия внутренних напряжений и повышения пластичности отливки из оловянистой бронзы подвергают отжигу.
Безоловянистые бронзы также подвергаются рекристаллизационному отжигу.
2.2 Режимы термической обработки
2.2.1 Режимы термической обработки стали
Режимы термической обработки сталей зависят от ее состава и желаемых механических свойств после обработки. Температурные режимы термической обработки приведены в специальной литературе [10, 11].
Различают несколько видов отжига, различающихся температурой нагрева стали. Температура нагрева стали для отжига и нормализации в зависимости от содержания углерода представлены на рис. 1.
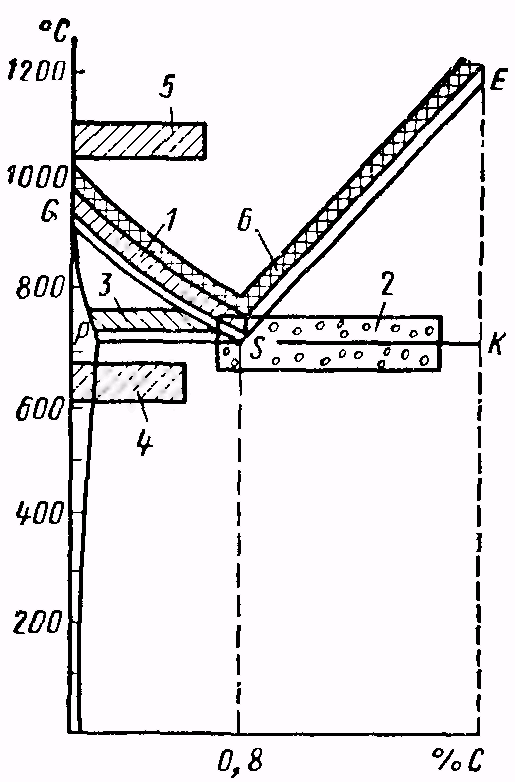
Рис. 1 – Температура нагрева стали для отжига и нормализации