

Расчет остаточной суммы квадратов
№ опыта |
Экспериментальное время остывания заготовки до t = 15 0C, ч |
Расчетное время остывания заготовки до t = 15 0C, ч |
Погрешность вычисления, ч |
Остаточная сумма квадратов |
1 |
9,42 |
9,87 |
0,45 |
0,2 |
2 |
24,75 |
24,75 |
0 |
0 |
3 |
7,56 |
7,11 |
-0,45 |
0,2 |
4 |
20,69 |
20,69 |
0 |
0 |
5 |
8,94 |
8,94 |
0 |
0 |
6 |
21,92 |
22,37 |
0,45 |
0,2 |
7 |
7,14 |
7,14 |
0 |
0 |
8 |
19,72 |
19,27 |
-0,45 |
0,2 |
|
0,8 |
|||
Определим среднее значение расчетного параметра оптимизации по формуле
![]() ч .
ч .
Дисперсия результатов расчета по полученной линейной математической модели составит
![]()
![]()
![]() .
.
Рассчитаем значение критерия Фишера по формуле
![]() .
.
Рассчитанное значение критерия Фишера сравним с табличным значением [1] для уровня значимости 0,05 и степеней свободы f1 = 7 и f2 = 7.
![]()
Рассчитанное значение критерия Фишера меньше табличного, следовательно, полученная полиномиальная математическая модель адекватно описывает процесс охлаждения заготовки.
5.13 Определение погрешности расчета экспериментальной величины по математической модели с учетом взаимодействия факторов
Погрешности определения времени остывания заготовки для каждого опыта
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % .
% .
Распределение погрешности аппроксимации приведено на рис. 21.
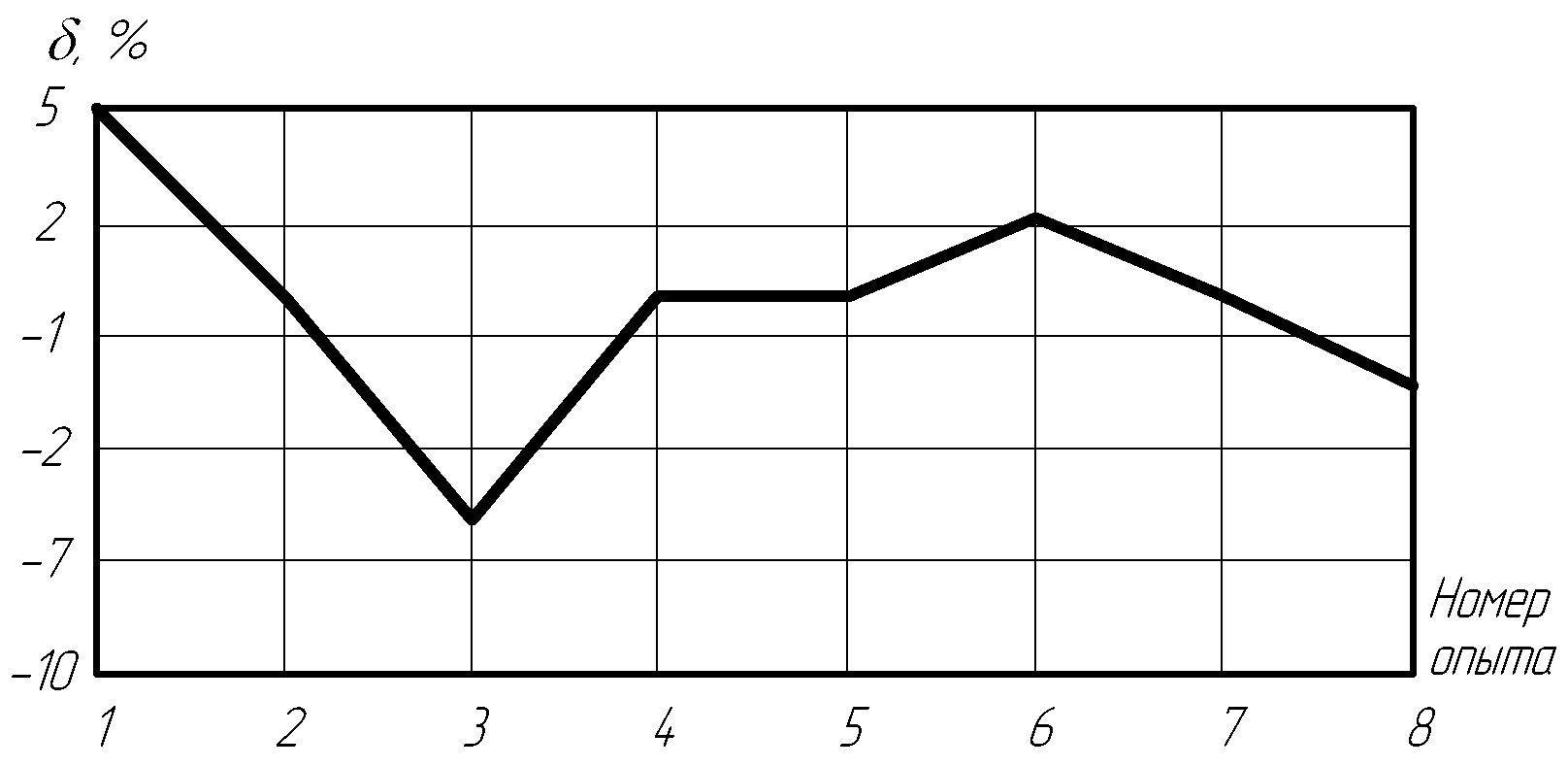
Рис. 21 – Распределение погрешности аппроксимации
На рис. 21 видно, что погрешность вычисления времени остывания стальной заготовки при расчете по полученной полиномиальной математической модели находится в пределах от 4,8 % до -6 %.
Средняя погрешность расчета времени остывания заготовки при использовании полиномиальной модели составляет
 .
.
Следовательно, полученная полиномиальная модель позволяет рассчитать время остывания заготовки с большей точностью.
5.14 Анализ результатов эксперимента
В приведенном примере выполнено планирование двухуровневого трехфакторного машинного эксперимента и обработаны его результаты.
В приведенном примере выполнено математическое моделирования процесса остывания стальной заготовки в виде цилиндра и получены математические уравнения, связывающие время остывания заготовки и частоту вращения привода вентилятора, площадь наружной поверхности заготовки и ее начальную температуру.
Линейная модель процесса выражается уравнением:
yР = 15 – 1,24×х1 + 6,753×x2 + 0,588×x3 .
Анализ уравнений показал, что линейная модель адекватно описывает процесс остывания заготовки с вероятностью 95 %, но имеет низкую точность аппроксимации.
Погрешность вычисления времени остывания стальной заготовки при расчете по полученной линейной математической модели находится в пределах от 7,1 % до -9,8 %. Средняя погрешность расчета времени остывания заготовки при использовании линейной модели составляет 3,51%. Следовательно, полученная модель не может быть использована для выполнения точных расчетов.
Математическая модель процесса остывания с учетом взаимодействия факторов выражается уравнением :
у =15 – 1,24×х1 + 6,753×x2 + 0,588×x3 – 0,325×x1×x2 – 0,24×x1×x3 +
+ 0,362×x2×x3 – 0,225×x1×x2×x3 .
Анализ уравнений показал, что полиномиальная модель адекватно описывает процесс остывания заготовки с вероятностью 95 % и имеет высокую точность аппроксимации.
Погрешность вычисления времени остывания находится в пределах от 4,8 % до -6 %. Средняя погрешность расчета времени остывания заготовки при использовании полиномиальной модели составляет 1,88%.
Следовательно, полученная полиномиальная модель отличается большей точностью и может быть использована для выполнения расчетов времени остывания заготовки в области проведения эксперимента или для последующего отыскания оптимума.