

5.10 Определение погрешности расчета экспериментальной величины по линейной математической модели
Экспериментальные и полученные по линейной математической модели расчетные значения времени остывания заготовки показаны на рис. 19.
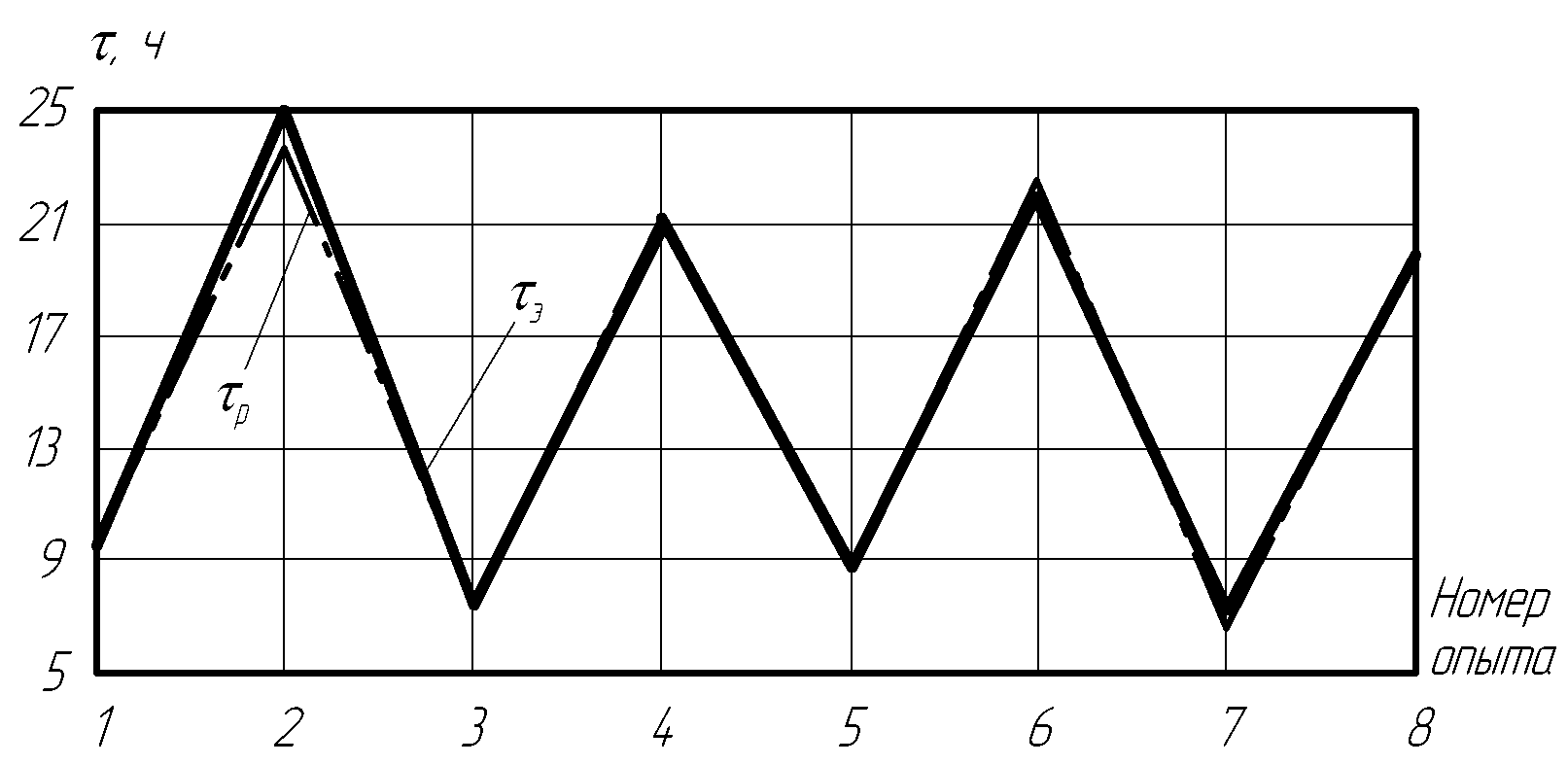
Рис. 14 - Экспериментальные и расчетные значения времени
Остывания заготовки при использовании линейной модели
Погрешность определения времени остывания заготовки по полученной линейной модели для каждого опыта рассчитывалась по формуле
![]() .
.
Погрешности определения времени остывания заготовки для каждого опыта
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % ;
% ;
![]() % .
% .
Распределение погрешности аппроксимации приведено на рис. 20.

Рис. 20 – Распределение погрешности аппроксимации
На рис. 20 видно, что погрешность вычисления времени остывания стальной заготовки при расчете по полученной линейной математической модели находится в пределах от 7,1 % до -9,8 %.
Средняя погрешность расчета времени остывания заготовки при использовании линейной модели составляет 3,51%
 .
.
Следовательно, полученная модель не может быть использована для выполнения точных расчетов.
Для повышения точности вычисления времени остывания заготовки опишем процесс полиномиальной моделью и рассчитаем ее коэффициенты.
5.11 Математическая модель полного факторного эксперимента с учетом взаимодействия факторов
Рассчитаем значения коэффициентов в полиномиальной модели.
Коэффициенты парных взаимодействий факторов рассчитываем по формуле
![]()
![]()
![]() ;
;
![]()
![]()
![]() ;
;
![]()
![]()
![]() .
.
Коэффициенты тройного взаимодействия факторов рассчитываем по формуле
![]()
![]()
![]() .
.
По результатам вычисления коэффициентов модель процесса будет иметь вид
уР =15 – 1,24х1 + 6,753x2 + 0,588x3 – 0,325x1x2 – 0,24x1x3 +
+ 0,362x2x3 – 0,225x1x2x3
5.12 Проверка адекватности математической модели с учетом взаимодействия факторов
Для проверки адекватности выполним расчет времени остывания заготовки по полученной полиномиальной математической модели. Полученные результаты сравним с опытными значениями, рассчитаем погрешность вычисления и остаточную сумму квадратов.
Результаты расчетов представим в виде таблицы 7.
Определим расчетное время остывания заготовки по полученной полиномиальной математической модели.
уР1 = 15 – 1,24×(- 1) + 6,753×(- 1) + 0,588×1 – 0,3251 –
– 0,24(- 1) + 0,362(- 1) – 0,2251 = 9,87 ч ;
уР2 = 15 – 1,24×(- 1) + 6,753×1 + 0,588×1 – 0,325×(- 1) –
– 0,24×(- 1) + 0,362×1 – 0,225×(- 1) = 24,75 ч ;
уР3 = 15 – 1,24×1 + 6,753×(- 1) + 0,588×1 – 0,325×(- 1) –
– 0,24×1 + 0,362×(- 1) – 0,225×(- 1) = 7,11 ч ;
уР4 = 15 – 1,24×1 + 6,753×1 + 0,588×1 – 0,325×1 –
– 0,24×1 + 0,362×1 – 0,225×1 = 20,69 ч ;
уР5 = 15 – 1,24×(- 1) + 6,753×(- 1) + 0,588×(- 1) – 0,325×1 –
– 0,24×1 + 0,362×1 – 0,225×(- 1) = 8,94 ч ;
уР6 = 15 – 1,24×(- 1) + 6,753×1 + 0,588×(- 1) – 0,325×(- 1) –
– 0,24×1 + 0,362×(- 1) – 0,225×1 = 22,37 ч ;
уР7 = 15 – 1,24×1 + 6,753×(- 1) + 0,588×(- 1) – 0,325×(- 1) –
– 0,24×(- 1) + 0,362×1 – 0,225×1 = 7,14 ч
уР8 = 15 – 1,24×1 + 6,753×1 + 0,588×(- 1) – 0,325×1 –
– 0,24×(- 1) + 0,362×(- 1) – 0,225×(- 1) = 19,27 ч .
Рассчитаем погрешность вычисления.
D у1 = уР1 – уЭ1 = 9,87 - 9,42 = 0,45 ч ;
D у2 = уР2 – уЭ2 = 24,75 - 24,75 = 0 ч ;
D у3 = уР3 – уЭ3 = 7,11 - 7,56 = -0,45 ч ;
D у4 = уР4 – уЭ4 = 20,69 - 20,69 = 0 ч ;
D у5 = уР5 – уЭ5 = 8,94 - 8,94 = 0 ч ;
D у6 = уР6 – уЭ6 = 22,37 - 21,92 = 0,45 ч ;
D у7 = уР7 – уЭ7 = 7,14 - 7,14 = 0 ч ;
D у8 = уР8 – уЭ8 = 19,27 - 19,72 = -0,45 ч .
Таблица 7