

Штамповка поковок из жидкого металла.
Это одна из наиболее прогрессивных технологий, позволяющих получать поковки с
уменьшенными припусками под механическую обработку, коэффициент использования материала (КИМ) составляет 95…98 %, поковка характеризуется высокими физико-ме-ханическими и эксплуатационными свойствами. По сути, штамповка из жидкого металла
это синтез литейного и кузнечно-штамповочного производства. По этой технологии мож-но получать сложные фасонные без пор и раковин с низкой шероховатостью поверхности и точными геометрическими размерами, близкими к форме и размерам готовых деталей. Технология штамповки поковок из жидкого металла позволяет использовать отходы от литья, штамповки (облой и перемычки), механической обработки (стружка, шлам) черных и цветных металлов.
Сущность штамповки из жидкого металла состоит в следующем: жидкий металл подается непосредственно в полость штампа, а затем под действием пуансона деформи-руется так же, как и при горячей объемной штамповке в закрытых штампах, и выдержи-вается под давлением до полной кристаллизации. Применение давления при формообразо-вании позволяет устранить пустоты, газовые и усадочные раковины. Поковки простой фо-рмы без боковых выступов и впадин изготавливают в штампах с неразъемными матрица-ми, а заготовки сложной конфигурации с отростками и поднутрениями - в штампах с разъ-емной матрицей. Этим способом штампуют как цветные, так и черные металлы, при этом металл в штампе находится в состоянии трехосного неравномерного сжатия, растягиваю-щие напряжения отсутствуют, что дает возможность штамповать также малопластичные сплавы.
Рассмотрим технологию штамповки поковки из жидкого металла на примере изго-товления детали «ползун» из бронзы (рис. 17). Штамповку осуществляют на гидравличе-ском прессе Р = 1000 кН. Поковки ползуна штампуют в штампе, состоящем из неразъем-ной матрицы 5, траверсы 1, пуансона 3 с двумя направляющими шпильками 2. Поковку 4
штампуют по следующей технологии: в нагретую до 120...200 0С и смазанную составом из олифы и серебристого графита матрицу заливают мерной ложкой до определенного уров-
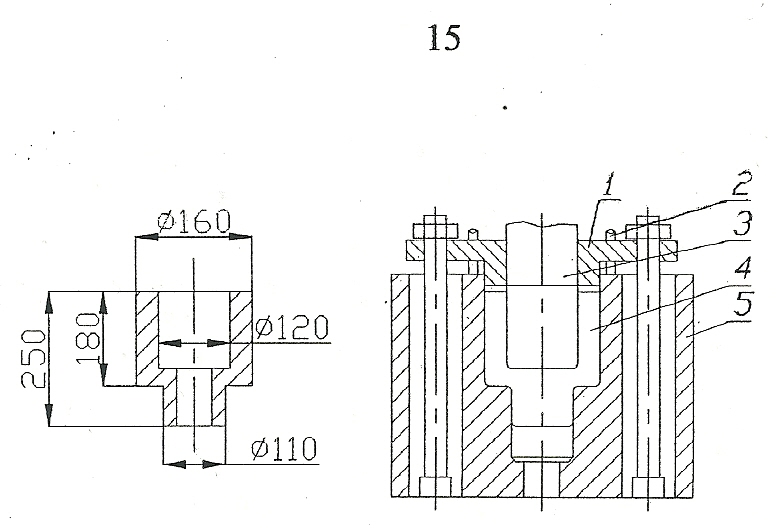
Рис. 17. Схема штамповки ползуна
1 – крышка; 2 – штифт; 3 – пуансон; 4 – деталь; 5 – обойма
ня непрерывной струей жидкий сплав бронзы при температуре 1120...1140 0С. Затем при ходе пресса вниз пуансон соприкасается с зеркалом жидкого металла, в результате чего металл начинает кристаллизоваться. Далее осуществляется дальнейшее движение пуан-сона вниз (штамповка), давление возрастает и металл выдерживают под этим давлением 3 – 4 минуты до полной усадки окончательного затвердевания. После процесса штамповки поковку снимают с пуансона, штамп продувают сжатым воздухом и снова смазывают.
Штамповка металла в состоянии сверхпластичности.
Сверхпластичность - способность поликристаллических (ультрамелкозернистых) материалов равномерно пластически деформироваться перед наступлением разрушения до очень больших степеней (относительное удлинение δ > 200%). Это явление наблю-дается при относительно высоких (но строго определенных) температурах, малых скоро-стях деформации и сопровождается малыми значениями напряжений течения (2...8 МПа).
Из сказанного можно сделать вывод о том, что знание температурно-скоростных усло-вий при которых конкретный материал проявляет эффект сверхпластичности является очень важным для построения оптимального технологического процесса его обработки. Эта задача решается путем проведения экспериментальных исследований механических свойств материалов.
Повышенная текучесть и малые удельные усилия при штамповке сверхпластичных материалов способствуют более качественному воспроизведению формы ручья штампа, повышению точности размеров и чистоты поверхности поковок, что очень важно при изготовлении этим способом художественных изделий.
Наиболее перспективными из развивающихся в настоящее время нетрадиционных процессов обработки давлением сверхпластических материалов являются сверхпластиче-ская (газостатическая) формовка листовых заготовок (СПФ), термпоупругая штамповка тонкостенных оболочек с оребрением и объемная штамповка изделий сложной формы многоканальным выдавливанием в закрытые полости (так называемое твердофазное литье).
Сверхпластическая формовка (СПФ) листовых заготовок осуществляется за счет приложения давления сжатого газа в полость матрицы (негативная схема а) или для обтя-жки выпуклой формы пуансона листовой заготовкой под действием сжатого газа (позити-вная схема б), а в некоторых случаях при использовании для чистовой формовки жесткого пуансона в сочетании с одной из этих схем (негативная схема в) (рис. 18). Во всех вариантах листовая заготовка первоначально располагается в верхней части матрицы, опираясь на ее борта. После приложения давления (показано стрелками) она прижимается или к внутренней поверхности матрицы (а) или внешней поверхности пуансона (б, в).
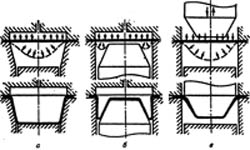
Рис. 13. Сверхпластическая формовка листовой заготовки по различным схемам.
а – негативная схема; б – позитивная схема; в – негативная схема с использованием пуансона.
Эти процессы начинают все шире использоваться при производстве, например, аэ-рокосмической техники, железнодорожного и автомобильного транспорта, строительной индустрии, а также в производстве декоративно-художественных изделий. При сравните-льно малой энергоемкости эти процессы позволяют в несколько раз снижать трудоемкость изготовления полых изделий сложной формы, сокращать число технологических перехо-дов до одного-двух, устранять ручную жестяную и слесарную обработку, сварку, клепку, чеканку и другие операции, требующие высококвалифицированного ручного труда.
При изготовлении декоративно-художественных изделий из листовых материалов технология заключается в следующем. Если при реализации схемы а) или б) на поверхно-сть матрицы или пуансона нанести гравировкой какой-либо художественный узор с выпу-клостями и впадинами, то на листовой заготовке он отпечатается за счет его заполнения листовым материалом в состоянии сверхпластичности. Отметим, что при реализации схе-мы а) впадины на матрице отобразятся выпуклостями на изделии, а выпуклости впадина- ми. Именно поэтому схема а) называется негативной (как негативный снимок на фотопле-нке и позитивный отпечаток на фотобумаге). При реализации же схемы б) выпуклости и впадины на пуансоне отображаются в такие же выпуклости и впадины соответственно на изделии. Поэтому схема б) называется позитивной. Естественно выгравированный узор будет повторен многократно при штамповке на всех заготовках. То есть речь идет о доста-точно больших количествах однотипных изделий, а не одиночных экземплярах. Конечно можно по матрице или пуансону изготовить и небольшую серию изделий, но себестоимо-сть их будет достаточно высока из-за большой стоимости оснастки.
Контрольные вопросы для самопроверки.
1.Какие виды штамповки Вы знаете?
2.В чем основное различие между объемной и листовой штамповкой?
3.Какой основной инструмент для процессов объемной штамповки?
4. В чем основное различие между открытыми штампами и закрытыми штампами?
5. Зачем нужна облойная канавка в открытых штампах?
6.Для каких деталей чаще используются закрытые штампы?
7.Что такое многоручьевой штамп и зачем он нужен?
8.Какой инструмент используется для открытой и закрытой высадки?
9.Какие два типа операций используются при листовой штамповке и в чем их отличие?
10.В чем разница в операциях вырубка и пробивка, какой инструмент используется?
11.Какие формообразующие операции листовой штамповки Вы знаете и какие два основных вида инструмента в них используется?
12.На какой процесс похожа штамповка металла в жидком состоянии? Какое оборудова-ние и инструмент при этом используется?
13. Какое оборудование и инструмент используется для сверхпластической формовки?