

Конструкция инструмента для штамповки художественных материалов.
Введение.
Инструмент, применяемый при объемной штамповке.
Особенности конструкции открытых и закрытых штампов.
Инструмент, применяемый при листовой штамповке.
4.1.Введение.
4.2. Инструмент для разделительных операций листовой штамповки.
4.3.Инструмент для формообразующих операций листовой штамповки.
5. Штамповка поковок из жидкого металла.
6. Штамповка металла в состоянии сверхпластичности.
Введение.
Штамповкой называется процесс обработки металлов давлением, при котором формообразование детали осуществляется в специализированном инструменте - штампе. Чаще всего штамповке подвергаются металлы или пластмассы. В настоящее время штамповка имеет очень широкое применение в промышленности, так как из всего металла обработке штамповкой подвергается до 20%.
Различают следующие виды штамповки:
а) по виду заготовки - листовая штамповка и объемная штамповка.
Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист толщиной до 6 мм). В противном случае штамповка называется объёмной (рис. 1).

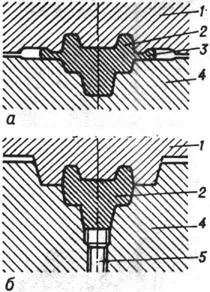
Рис. 1. Схемы штамповки:
листовой (слева); объемной (справа): а) – в открытом штампе ( с образованием облоя);
б) – в закрытом штампе (без образования облоя): 1 - верхний штамп; 2 – изделие;
3 - облой; 4 - нижний штамп; 5 – выталкиватель.
Листовая штамповка по типу применяемой оснастки подразделяется на следующие виды:
штамповка в инструментальных штампах;
штамповка эластичными средами;
импульсная штамповка:
магнитно-импульсная;
гидроимпульсная;
штамповка взрывом;
штамповка металла в состоянии сверхпластичности.
Объемная штамповка по типу применяемой оснастки подразделяется на следующие виды:
штамповка в открытом штампе;
штамповка в закрытом штампе.
б) по температуре процесса – горячая штамповка и холодная штамповка.
При художественной обработке материалов применяют, как правило, объемную штамповку и листовую штамповку в инструментальных штампах. По сравнению с ковкой штамповка обеспечивает большую производительность благодаря тому, что пластически деформируется одновременно вся заготовка или значительная её часть. Однако посколь-ку стоимость штампов наряду со стоимостью металла заготовки является основной соста-вляющей себестоимости поковки, применение штамповки (в особенности объемной) эко-номически оправдано только при достаточно массовом производстве.
2. Инструмент, применяемый при объемной штамповке.
Важнейшим элементом оснастки для штамповки (инструмента) является - штамп. Штампы для объемной штамповки представляют собой массивные толстостенные детали, в которых выполнены рабочие полости - гравюры, формообразующие поковку. Иными словами штампы представляют собой стальные бойки с вырезами (ручьями), очертания которых соответствуют конфигурации изготавливаемой поковки. Штамп для объемной штамповки состоит минимум из двух частей - половин. Поверхность совпадения частей штампа называют поверхностью разъема. Штамп, состоящий из нескольких частей, каж-дая из которых имеет часть общей гравюры, называют многоразъемным. Штампы закре-пляются при помощи "ласточкиного хвоста" в подвижной верхней части молота или прес-са (бабе) и нижней штамподержателе (шаботе). В полость нижней половины штампа кла-дут нагретую заготовку и затем верхней половиной штампа наносят удары или давят, в результате которых металл заполняет полость штампа.
Необходимо учитывать, что в отличии от универсального инструмента свободной ковки, штамп годен для изготовления только той поковки, для которой он спроектирован и изготовлен.
Как отмечалось выше, при объемной штамповке различают открытые и закрытые штампы. Объемная штамповка в открытых штампах, как правило, относится к облойной штамповке, а в закрытых к безоблойной.
Штамповка в открытых штампах (рис. 2 а) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор в конечный момент дефо-рмирования выжимается лишний металл, образуя заусенец (облой), что позволяет не пре-дъявлять особо высоких требований к точности заготовок по массе. Заусенец затем обре-зается в специальных штампах или при механической обработке (см. далее).
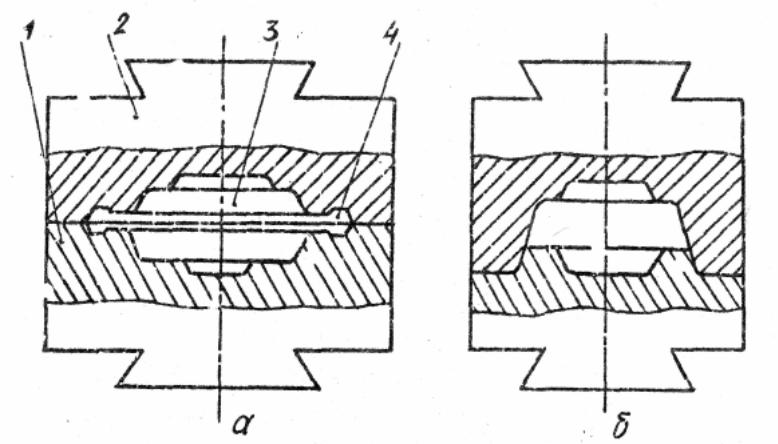
Рис. 2. Штамповка в открытых (а) и закрытых (б) штампах:
1 – нижняя половина штампа; 2 – верхняя половина штампа; 3 – поковка; 4 – зазор.
Штамповка в закрытых штампах (рис. 2б) характеризуется тем, что полость штампа в процессе деформации остается закрытой. В закрытых штампах гравюра одной половины штампа входит в другую половину, тем самым запирая ее. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. При таком способе штамповки необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполнятся углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно, в этом случае процесс получения заготовки усложняется, поскольку отрезка заготовок должна производиться с высокой точностью. Существенным преимуществом штамповки в закрытых штампах является уменьшение расхода металла (нет отхода в заусенец) на 10 – 15%.
Отметим также, что поковка, упруго разжимая штамп в момент штамповки, сильно охватывается им после снятия нагрузки. Чтоб легче извлечь поковку из штампа, его стенки делают наклонными к разъему. Штамповочный уклон ( угол α) остается в виде напуска на теле поковки.
Штампы подвергаются чрезвычайно высоким нагрузкам - механическим и тепло-вым. При штамповке стали удельные усилия на поверхности гравюры достигают 1 ГН/м2, а температура на контакте с поковкой составляет 700-800 °С, поэтому штампы изготовля-ют из закаленной и отпущенной штамповой стали, легированной хромом, никелем, воль-фрамом, молибденом, ванадием. Как пример можно привести следующие инструменталь-ные марки стали для изготовления штампов: У8, У10, ЭХВ8, 7ХС, 5ХГС и др. В процессе изготовления штампы подвергают закалке с низким и средним отпуском. Стойкость штам-па определяется количеством годных поковок, изготовленных при помощи этого штампа до износа. Стойкость горячих штампов обычно невелика - 3000-10000 шт. поковок. Учитывая высокую стоимость штампа, следует еще раз отметить, что горячая штамповка выгодна только для достаточно больших партий деталей (тысяч и десятков тысяч штук).