

Перевірити розточену гільзу циліндрів на відповідність технічним вимогам.
Визначити і відкорегувати з урахуванням паспортних даних хонінгувального верстата режими хонінгування.
Розрахунок
зводиться до визначення швидкостей
обертального ( )
і зворотно-поступального (
)
і зворотно-поступального ( )
рухів, частоти обертання хонінгувальної
головки (пх),
довжину ходу хонінгувальної головки
(lх),
кількості її подвійних ходів (
)
рухів, частоти обертання хонінгувальної
головки (пх),
довжину ходу хонінгувальної головки
(lх),
кількості її подвійних ходів ( ).
).
Колова і зворотно-поступальна швидкості при хонінгуванні визначаються залежно від матеріалу і твердості оброблювальної гільзи циліндрів і хонінгувальних брусків (Додаток Д).
За рекомендованим значенням колової швидкості визначити частоту обертання хонінгувальної головки за формулою:
 ,
хв-1,
,
хв-1,
де D - діаметр оброблюваної гільзи циліндрів, мм.
Отриманні значення частоти обертання привести у відповідність з паспортними даними верстата.
Довжину ходу хонінгувальної головки (рис. 5) визначити за формулою:
 ,
мм
,
мм
де lх - відстань між центрами брусків при їх крайньому верхньому і нижньому положеннях, мм; L - довжина оброблювальної гільзи циліндрів, мм; К - перебіг (вихід) бруска за край гільзи циліндрів, який дорівнює 0,33 мм; m - довжина хонінгувального бруска, яка дорівнює 100 мм.
Кількість подвійних ходів:
 ,
хв-1
,
хв-1
де vзп - швидкість зворотно-поступального переміщення хонінгувальної головки, м/хв.
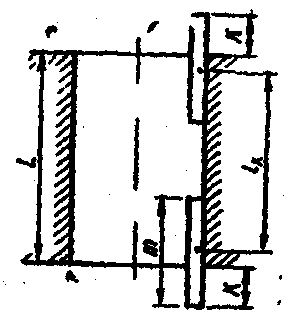
Рис.5. Схема розрахунку довжини ходу хонінгувальної головки
Встановити гільзу циліндрів на столі хонінгувального верстаті візуально відцентрувати з хонінгувальною головкою і закріпити затискачами.
Налагодити верстат на вибрані режими і провести хонінгування гільзи циліндрів.
Для цього перемикачем, розміщеним на електрошафі, ввімкнути мережу. При цьому засвічується сигнальна лампа на пульті керування верстата. Відкрити кран подачі охолоджувальної рідини.
Перемикач режимів керування поставити у положення «Ввод хони». Натисканням кнопки «Подача, пуск» ввімкнути електродвигун подач, при цьому повзун рухатиметься зворотно-поступально.
Для приведення повзуна у вихідне положення натиснути кнопку «Кінець циклу». Повзун із будь-якого положення рухатиметься вверх до зупинки. Зворотно-поступальний рух припиниться, а двигун подач при цьому знаходитиметься у ввімкненому стані.
При короткочасному натисканні на кнопку «Поштовх», повзун зробить переривчастий рух униз і хонінгувальна головка підводиться до гільзи на відстань не менше 50 мм.
Перемикач режимів поставити у положення «Ручной» і маховичком ручного вводу плавно ввести головку в гільзу циліндрів. Потім перемикач поставити и положення «Ввод хони» і натисканням «Шпиндель пуск» надати обертального зворотно-поступального руху хонінгувальній головці. При цьому вмикається також охолодження.
Розтиснути вручну маховичком бруски хонінгувальної головки, зняти припуск на попереднє хонінгування. Поставивши головку з більш дрібним зерном брусків, провести остаточне хонінгування.
Після закінчення хонінгування натиснути на кнопку «Шпиндель стоп», а потім на кнопку «Кінець циклу». Хонінгувальна головка при цьому піде вгору і натисне на штовхач кінцевого вимикача. Рух повзуна разом з головкою припиниться і верстат буде готовим до наступного циклу.
Для повторного пуску верстата натиснути на кнопку «Подача пуск», а потім на кнопку «Шпиндель пуск» і цикл продовжуватиметься.
Для повної зупинки верстата натиснути на грибовидну кнопку «Загальний стоп».
7.12 Здійснити контроль гільзи циліндрів згідно з технічними вимогами.
Технічні вимоги на дзеркало гільзи циліндрів такі. Овальність і конусність: автомобільних - не більше 0,01 мм, тракторних - 0,02 мм; шорсткість Ra: автомобільних - 0,25 - 0,16 мкм, тракторних - 0,32 - 0,25 мкм.
Гільзи циліндрів ремонтних розмірів сортують так як гільзи циліндрів нормальних розмірів.
Граничні відхилення розмірів гільз циліндрів ремонтних розмірів ті ж, що і для гільз нормальних розмірів.
На ділянках до 15 мм від верхнього і 8 мм від нижнього торця гільз циліндрів двигунів Д-240, Д-50, Д-65 допускають овальність і конусність 0,035 мм із збільшенням діаметра до торців, на ділянках до 15 мм від верхнього і нижнього горців гільз двигуна СМД-60 - до 0,04 мм, на ділянках до 15 мм від верхнього і 9 мм від нижнього торців гільз двигуна СМД-14 - до 0,08 мм, на ділянках до 20 мм від верхнього і нижнього торців гільз двигуна ЯМЗ-236, ЯМЗ-238НБ, ЯМЗ-240Б, А-01М, А-41 - до 0,035 мм зі збільшенням діаметра до торців.
На всіх цих ділянках гільз допускається підвищення шорсткості до 1,25 -0,63 мкм. Можливе зменшення діаметра посадочних поясків від номінальних розмірів на величину не більше 0,05 мм.
Контроль внутрішнього діаметра відновлених гільз, биття посадочних поясків і торців буртів відносно внутрішнього діаметра гільз на спеціалізованих підприємствах виконують за допомогою пристрою для контролю гільз циліндрі» КИ-5475. Контролюють гільзи при температурі 20°С. Огляд внутрішньої поверхні гільз циліндрів на наявність рисок, чорновий, забоїн тощо здійснюють на спеціальному пристрої для дефектоскопії. Шорсткість внутрішньої робочої поверхні гільз циліндрів в умовах ремонтних підприємств контролюють за зразками шорсткості поверхні.
Шорсткість внутрішньої робочої поверхні гільз циліндрів повинна становити не більше 0,32 мкм. На внутрішній поверхні гільз риски і забоїни не допускаються. На внутрішній поверхні на відстані не більше 60 мм від нижнього торця для гільз двигунів Д-240, Д-50, Д-65; 65 мм - для гільз двигунів СМД-60, СМД-14; 80 мм - для гільз двигунів ЯМЗ-236, ЯМЗ-238НБ, ЯМЗ-240Б, А-01М, А-41 допускаються газові раковини величиною не більше 1 мм за найбільшим вимірюванням і глибиною до 1 мм, які знаходяться одна від одної на відстані не менше 40 мм в кількості не більше двох.