

Міністерство аграрної політики та продовольства України
Житомирський національний агроекологічний університет
Інженерно-технічний факультет
Кафедра машиновикористання,
мобільної енергетики та сервісу
технологічних систем
Методичні рекомендації
до лабораторної роботи № 8
з дисципліни:
«Верстатна справа»
Житомир - 2013
Лабораторна робота № 8
Тема: ЗАТОЧУВАННЯ РІЗЦІВ
1.1. Мета і задачі лабораторної роботи
Метою роботи є вивчення характеру зношування, способів заточування різців і устаткування для заточування. Для цього передбачене рішення наступних задач:
1. вивчення характеру зношування різців в залежності від умов роботи;
2. вивчення способів заточування різців і використовуваного устаткування;
3. придбання навичок з розрахунку кількості переточувань різця і його заточуванню.
Після виконання лабораторної роботи студент повинен
знати: конструкції різних типів різців, методику налагодження універсального і спеціального заточувальних верстатів, методику контролю геометричних параметрів різця після заточки, методику розрахунку величини сточування при кожному переточуванні й кількості переточувань;
уміти: налагодити заточувальний верстат і заточити різець, проконтролювати його геометричні параметри.
1.2. План проведення роботи
1. Ознайомитися з методичними вказівками до виконання лабораторної роботи.
2. Ознайомитися із спеціальним та універсальним верстатами, які застосовують для заточування різців.
3. Для даного різця розрахувати величину сточування і кількість переточувань.
4. Для даного різця розрахувати кути, необхідні для його заточування в трьохобертових лещатах.
5. Привести схеми заточування різця на спеціальному верстаті.
6. Заточити різець.
7. Проконтролювати параметри заточеного різця.
8. Оформити звіт про виконану роботу.
Теоретичні відомості
1.3. Зношування різців
Зношування різців в залежності від умов роботи може відбуватися тільки по передній поверхні, тільки по задній поверхні, або по обох поверхнях одночасно. Як правило, на передній поверхні утвориться лунка, а на задній - площадка зношування (рис. 1.1). Переважне зношування по задній поверхні зазвичай спостерігається при обробленні сталей з низькими швидкостями різання і малою (не більше 0,15 мм) товщиною зрізу, тобто при чистовому обробленні, а також при обробленні чавуну. Переважне зношування по передній поверхні спостерігається при великому тиску і при високій температурі в зоні різання. Такі умови виникають при обробленні сталі з високими швидкостями різання без охолодження і з великою (більше 0,5 мм) товщиною зрізу (чорнове точіння).
За критерій зношування звичайно приймають припустиму величину зношування по задній поверхні. Наприклад, для твердосплавних різців при чорновому обробленні сталі hз=1,0-1,4 мм; при чорновому обробленні чавуну hз=0,8-1,0 мм; при чистовому обробленні hз=0,4-0,6 мм для сталі й hз=0,6-0,8 мм для чавуну.
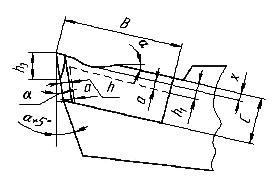
Рис. 1.1. Схема зношування різця
Величина сточування за одне переточування (припуск на переточування) залежить від величини зношування різця, його конструкції і геометричних параметрів різальної частини. Розрахунок величини сточування роблять по формулах:
а) при заточенні передньої поверхні:
![]() ,
мм; (1.1)
,
мм; (1.1)
б) при заточенні задньої поверхні:
![]() ,
мм, (1.2)
,
мм, (1.2)
де х — глибина лунки зношування по передній поверхні, мм;
hз — величина зношування по задній поверхні, мм;
а — додатковий припуск на заточення, рівний 0,1—0,25 мм;
![]() і
і
![]() — відповідно задній і передній кути,
град.
— відповідно задній і передній кути,
град.
Кількість переточувань по передній поверхні, що допускається товщиною напаяної пластинки, можна розрахувати по формулі:
![]() ,
шт., (1.3)
,
шт., (1.3)
де С – товщина напаяної пластинки, мм.
Кількість переточувань по задній поверхні, що допускається довжиною напаяної пластинки, можна розрахувати по формулі:
![]() ,
шт., (1.4)
,
шт., (1.4)
де В – довжина пластинки, мм.