

1.5 Факторы, влияющие на изнашивание деталей
Скорость изнашивания зависит от многих факторов, основными из которых являются:
- характер приложения нагрузки и взаимодействия деталей – вид трения, скорость скольжения и температура поверхности, периодичность действия нагрузки и ее характер удары, вибрации и т.д.), удельное давление, зазоры в сопряжениях деталей;
- параметры сопряженных поверхностей деталей – структура и твердость материала, чистота обработки поверхности;
- характер промежуточной среды – смазка, поверхностные пленки, абразивы (твердость абразива, форма и размеры частиц);
- условия эксплуатации – вид применяемого топлива, квалификация обслуживающего персонала, качество и своевременность выполнения технического обслуживания и ремонта;
- конструкция машин и ее сборочных единиц – соответствие геометрических форм и размеров деталей действуюим нагрузкам и характеру работ;
- окружающая среда – температура и агрессивность.
Большое влияние на скорость изнаштвания трущихся поверхностей оказывает абразивная среда, в усовиях которой работает большинство строительных машин. Абразивные частицы (песок), попадая в смазку образуют с ней «абразивную кашицу», которая вызывает интенсивное изнашивание трущихся поверхностей. В таких условиях работают, например, детали ходовых устройств гусеничных машин.
Интенсивность изнашивания зависит от качества поверхности и формы детали, характеризуемых следующими параметрами:
- макрогеометрией – отклонением действительной формы детали от номинальной (бочкообразность, седлообразность, конусность, овальность, огранка, непараллельность, непепендикулярность и т.д.);
- волнистостью – регулярно повторяющимися и близкими по размерам неровностями, расположенными по отношению друг к другу на значительно большем расстоянии, чем микронеровности;
- шероховатостью – неровностями в виде выступов и впадин на поверхности, числовые значения которых и общие указания по нормированию приведены в ГОСТ 2789 – 73.
Высокая точность геометрической формы с незначительными микрогеометрическими отклонениями при механической обработке детали зависит от жесткости конструкции и режима работы системы станок – приспособление – инструмент – деталь (СПИД).
Проведение исследований влияния чистоты поверхностей трущихся деталей на их износостойкость показало следующее:
- в начальной стадии работы поверхность соприкосновения трущихся деталей незначительна, так как контакт происходит лишь по вершинам шероховатостей, где развиваются большие удельные давления, превышающие предел текучести трущихся материалов;
- в местах контакта трущихся поверхностей под действием высокого удельного давления, происходит упругое сжатие или пластическая деформация – смятие поверхностей, а при взаимном перемещении поверхностей – деформации среза, отколы и пластический сдвиг вершин шероховатостей, приводящие к начальному износу, вследствие которого происходит быстрое увеличение зазора между трущимися поверхностями. Начальный износ может также возникнуть от температурных вспышек в точках контакта и срыва окисной пленки, покрывающей металлы, что сопровождается молекулярным сцеплением трущихся металлов и образованием узлов схватывания;
- в период начального изнашивания деталей, работающих в легких и средних условиях нагрузки, высота шероховатостей уменьшается на 60 – 70%. Одновременно происходит увеличение площади фактического контакта поверхностей деталей, а следовательно, и снижение удельного давления в точках соприкосновения трущихся пар, что способствует уменьшению интенсивности начального изнашивания;
- во время начального изнашивания, протекающего в период приработки, происходит не только изменение шероховатостей поверхности но также изменение их форм и направления. При этом высота шероховатостей изменяется до оптимальной величины. Если оптимальную высоту шероховатости для данных условий трения удается создать в процессе механической обработки, то она не изменится при изнашивании, а время приработки и износ окажутся минимальными. Увеличение высоты шероховатостей по сравнении с оптимальными значениями повышает износ за счет возрастания механического сцепления, схватывания и среза шероховатостей поверхности. Уменьшение высоты против оптимального значения приводит к резкому возрастанию износа за счет возникновения молекулярного сцепления и заедания плотно соприкасающихся поверхностей, имеющих повышенную гладкость. Этому способствует также выдавливание смазки и плохая смачиваемость смазкой зеркально чистых поверхностей, что встречается в деталях гидросистем и двигателей внутреннего сгорания строительных машин;
- влияние направления шероховатостей на величину износа неодинаково для различных видов изнашивания и при разной высоте шероховатостей Опыты П.Е. Дьяченко показывают, что при жидкостном трении, при малых шероховатостях направление следов обработки не имеет значения, в то время как при увеличении шероховатостей меньший износ наблюдается когда направление следов обработки параллельно движению при трении. Такое положение объясняется тем, что на пути трения не встречаются препятствия в виде шероховатостей другого направления, а схватывание металлов предотвращается обильной смазкой. Пи граничном трении, в зоне малых шероховатостей, , при условии, если следы обработки имеют параллельное направление, возникает схватывание и износ оказывается больше, чем при перпендикулярном направлении. В зоне больших шероховатостей схватывание невозможно и параллельному направлению следов обработки соответствует минимальный износ.
Процесс изнашивания характеризуется тремя периодами (рис. 12).
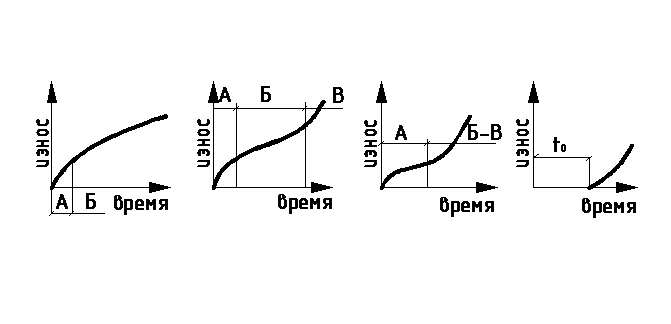
Рис. 12 Кривые изнашивания
А – приработка; Б – нормальное изнашивание; В – ускоренное изнашивание
Начальный период А – когда поверхности трения прирабатываются и переходят от исходного состояния к установившемуся. В этот период происходит разрушение (истирание) неровностей, оставленных механической обработкой, и образование новых. При этом происходят уменьшение среднего удельного давления и средней температуры на фактической площади касания а также физико-химические изменения поверхностных слоев. Длительность периода приработки зависит от первоначальной шероховатости поверхности, материала деталей, удельного давления и т.д. Период установившегося изнашивания Б характеризуется относительным постоянством условий трения, а период В ускоренным изнашиванием, вызывающим увеличение зазоров и изменение геометрической формы деталей. При этом резко ухудшаются условия работы поверхностей трения.
Из анализа кривых изнашивания следует, что для увеличения срока службы деталей машин необходимо максимально сократить изнашивание в период приработки, увеличить период установившегося изнашивания и предупредить наступление ускоренного изнашивания.