

3.4 Подготовка поверхности деталей перед напылением
Существенным недостатком методов ГТН является необходимость предварительной подготовки поверхности детали – очистки ее от грязи, жиров, влаги, ржавчины, но самое главное – создании на ней соответствующей шероховатости. Это обусловлено необходимостью получения требуемой прочности сцепления покрытия с основой.
Как уже отмечалось, адгезия покрытия определяется действием ряда механизмов, из которых определяющее значение имеет механическое сцепление материалов покрытия и основы. Следовательно, для того, чтобы напыляемые частицы, которые ударяются и деформируются об основу, прочно сцеплялись с неровностями поверхности, основа должна быть достаточно шероховатой.
Для достижения этих целей используют несколько методов:
- дробеструйная обработка – осуществляется стальной или чугунной колотой дробью с размерами частиц 1мм.;
- пескоструйная обработка – осуществляется силикатным, морским или речным песком, гранитной крошкой, корундовой крошкой и т.д. При вышеперечисленных методах также осуществляется очистка от окислов, ржавчины.
- механическая обработка: нарезание т.н. «рваной» резьбы с шагом 0,5…2 мм. и глубиной 0,2…0,7 мм. – в зависимости от размеров детали; насечка зубилом и др.
- анодно-механическая обработка с нанесением язвин глубиной до 0,1 мм.;
- электроискровая обработка с нанесением язвин глубиной до 0,1 мм.;
- нанесение на поверхность детали подслоя материала, обладающего высокой адгезией к основному металлу (например: алюминида никеля AlNi или Мо).
В широкой практике наиболее распространены дробеструйная и пескоструйная обработка, а при напылении специальных покрытий – нанесение подслоя.
3.5 Газопламенное напыление
Наиболее распространенный способ, т.к. он наиболее прост и экономичен.
В качестве источника нагрева используется газовое пламя, получаемое при сгорании горючих газов в кислороде или воздухе. Горючие газы: ацетилен C2Н2, метан CН4, пропан C3Н8, бутан C4Н10, смесь «пропан + бутан».
Наиболее высокая температура пламени получается при использовании ацетилено-кислородных смесей. Схема газопламенного напыления представлена на рис. 42.
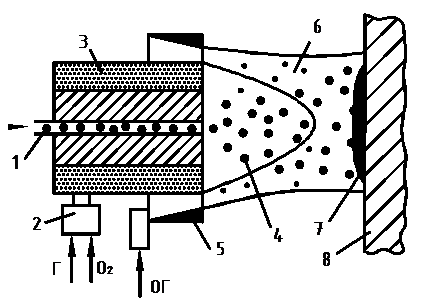
Рис 42 Схема газопламенного напыления
1 – напыляемый порошок; 2 – газовый смеситель (Г – горючий газ); 3 – газопламенное сопло; 4 – газопламенная струя; 5 – воздушное сопло (ОГ – обжимающий газ – сжатый воздух); 6 – воздушный обжимающий поток; 7 – напыленное покрытие; 8 – деталь.
Наружный обжимающий газовый поток служит для удлинения высокотемпературной части газовой струи, повышения ее температуры и скорости. Эти факторы определяют качество напыления и производительность.
Параметры режима газопламенного напыления:
- конструктивные: диаметр газового сопла и обжимающего сопла зависят от типа горелки;
-
давление горючего газа на входе в
распылитель:
![]() Па;
Па;
-
расход горючего газа:
![]() м3/час;
м3/час;
- давление и расход окислительного газа (кислорода или воздуха) – подбирается экспериментально;
-
соотношение между окислительным и
горючим газом:
![]() - ацетилен;
- ацетилен;
![]() - «пропан + бутан» - смесь;
- «пропан + бутан» - смесь;
-
давление обжимающего газа
![]() Па, расход газа:
Па, расход газа:
![]() м3/час;
м3/час;
-
расход порошка:
![]() кг/час;
кг/час;
- дистанция напыления: 100…200 мм.
Недостатки процесса:
- невысокая производительность;
- невозможность нанесения покрытий из тугоплавких материалов;
- наличие в струе активных газов, взаимодействующих с частицами порошка, в результате чего происходит их окисление, выгорание, химические реакции и т.п.
- низкое качество покрытий – пористость, малая прочность сцепления и т.д.;
- низкий КПД нагрева порошковых частиц (до 10%).