

3 Нанесение покрытий методами газотермического напыления
3.1 Характеристика, особенности и классификация методов напыления
При газотермическом напылении (ГТН) нанесение покрытий осуществляется концентрированными частицами. При ГТН материал покрытия подвергают нагреву и плавлению каким-либо источником теплоты (электрическая дуга, плазменная струя), затем диспергируют и разгоняют газовым потоком.
В зависимости от источника теплоты различают следующие методы ГТН:
- газопламенное напыление;
- электродуговая металлизация;
- плазменное напыление;
- детонационное (детонационно-газовое) напыление;
Общим для всех методов ГТН является то, что материал покрытия нагревается, распыляется и ускоряется в высокотемпературном газовом потоке.
На поверхность детали или основы (подложки) напыляемый материал поступает в диспергированном состоянии в виде мелких расплавленных или пластифицированных частиц, которые ударяются о нее, деформируются и , закрепляясь, накладываются друг на друга, образуя слоистое покрытие (рис. 37).
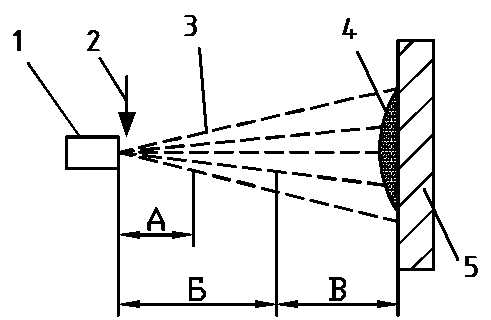
Рис. 37 Схема газотермического напыления
В высокотемпературный источник нагрева 1 материал может подаваться в виде порошка или поволоки (прутка) 2.
На участке А частицы покрытия нагреваются, на участке Б частицы ускоряются и на участке В частицы 3 перемещаются к основе 5 и образуют покрытие 4.
При напылении частицы переплавляются, испаряются и вступают в химическое взаимодействие с нагретым газом и окружающей средой.
Удар и деформация частиц приводят к чрезвычайно быстрой кристаллизации и охлаждению со скоростью 105 0С/с и более.
Преимущества методов ГТН:
- возможность нанесения покрытий из различных материалов – металлов и неметаллов – пластмасс, керамики, органических материалов и т.д.;
- возможность нанесения покрытий на детали различной формы и размеров, в том числе на локальных участках;
- экономия легирующих материалов за счет нанесения покрытий строго заданной толщины;
- отсутствие деформаций и понижения прочности детали, так как напыление не вызывает ее существенного нагрева;
- высокая производительность: 1…20 кг/ч.
Классификация процессов ГТН по различным признакам:
1. По виду энергии:
- электрическая энергия (газоэлектрические методы);
- энергия, образованная за счет сгорания горючих газов (газопламенные методы);
2. По виду источника теплоты:
- газовое пламя;
- электрическая дуга;
- плазменная струя;
3. По виду распыляемого материала:
- порошковые материалы;
- проволочные (стержневые);
- комбинированные (порошковая проволока);
4. По виду защиты:
- без защиты;
- с местной защитой;
- с общей защитой в герметичных камерах;
3.2 Строение покрытия при гтн
Покрытие
при ГТН – это слоистый материал, состоящий
из деформированных напыленных частиц,
соединенных между собой по контактным
поверхностям сварными участками
диаметром Dx
и площадью
![]() (рис. 38).
(рис. 38).
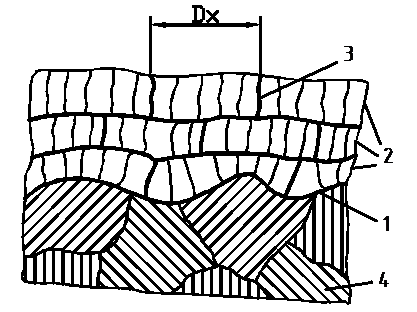
Рис. 38 Строение покрытия при ГТН
1 – граница между покрытиями и основой;
2 – граница между соями;
3 – граница (контактная поверхность) между частицами в слое.
Сварные участки не заполняют всю площадь контакта между частицами, поэтому плотность и прочность ниже плотности и прочности материала покрытия в монолитном (контактном) состоянии.
Прочность самих сварных участков зависит от количества очагов схватывания, образующихся на площади Fx в период удара, деформирования и затвердевания частицы и определяется развитием химического взаимодействия материалов в контакте.
В покрытии можно выделить структурные элементы, которые отражают процессы его формирования и разделяются границами раздела с определенными свойствами:
- граница раздела между покрытием и основой – определяет прочность сцепления (или прочность соединения между ними) – адгезия;
- граница раздела между слоями покрытия;
- граница между частицами – определяет свойства самого покрытия; сцепление частиц в покрытии – когезия.
Условия образования границ между частицами определяются длительностью пребывания в атмосфере – чем больше пауза между нанесением слоев – тем больше окисляется и загрязняется поверхность слоя – ухудшается когезия (рис. 39).
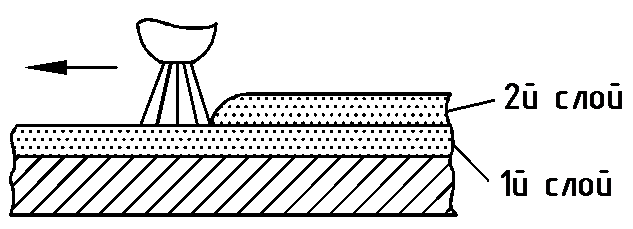
Рис. 39 Образование границ при наплавке нескольких слоев
Между частицами и между слоями образуются микропустоты, которые заполняются газом – из атмосферы вместе с рабочим газом, что ухудшает свойства границ (рис. 40).Такое явление называется пористостью покрытий.
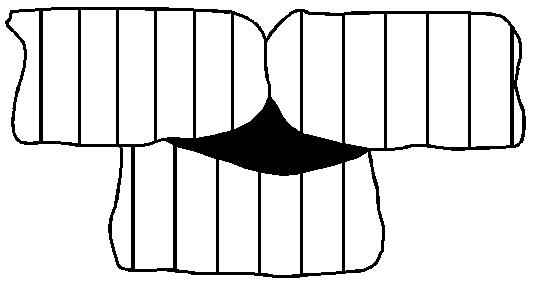
Рис 40 Образование пустот между слоями
Плотность и заполнение покрытия увеличиваются с уменьшением размера частиц порошка. Однако слишком мелкие порошки при нагреве образуют комки – конгломераты из нескольких частиц – из-за влажности порошка и появления сил молекулярного сцепления. Поэтому обычно для напыления рекомендуются порошки с размером частиц 40 – 70 мкм.
Сцепление между частицами в покрытии, а также сцепление между основой и покрытием (соответственно когезии и адгезии) возникают в результате действия ряда сил: сил механического зацепления, слабых невалентных сил взаимодействия (типа сил Ван-дер-Ваальса), химических сил связи. Силы первых двух типов отличаются нестабильностью, невелики и поэтому практически не учитываются. Химическое взаимодействие приводит к привариванию частиц, которое происходит путем образования очагов схватывания в контакте. Чем больше очагов схватывания, тем выше прочность сцепления частиц.
Приваривание частицы к основе может наступить только при подогреве основы до определенной температуры – температуры химического взаимодействия, которая определяется для каждого сочетания материалов частиц и основы – до 1000 0С и более, но обычно в пределах 200…500 0С.