

3.6 Описать технологические пробы на свариваемость
Свариваемость металлов включает в себя физическую и технологическую свариваемость. Физическая свариваемость — это свойство металла образовывать монолитное соединение. Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд неметаллов. По технологической свариваемости оценивают поведение металла в процессе сварки, она характеризуется склонностью металла к окислению при сварочном нагреве, а также склонностью к образованию горячих и холодных трещин.
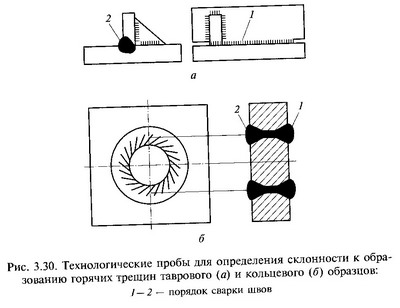
Склонность к образованию горячих трещин — возникновение трещин в процессе кристаллизации, т. е. во время существования твердой и жидкой фаз, а также при высоких температурах в твердом состоянии. При высоких температурах прочность материала понижена, поэтому он может разрушаться вследствие воздействия напряжений, возникающих при усадке шва и уменьшении объема металла при охлаждении. Горячие трещины могут возникать как в самом шве, так и в околошовно зоне. Для оценки материала на склонность к образованию горячих трещин выполняют два основных вида испытаний: сварку технологических проб и машинные способы испытаний. В первом случае сваривают образец заданной жесткости, для чего используют тавровые и кольцевые пробы .
Склонность к образованию холодных трещин — возникновение трещин вследствие закалки нагретого металла при быстром охлаждении, когда металл теряет пластичность, или под действием остаточных напряжений в сварных соединениях. В целях предотвращения холодных трещин осуществляют подогрев зоны металла, прилегающей к сварному шву, с целью снижения скорости охлаждения. Для испытаний используют технологические пробы . В крестовой пробе цифрами указана последовательность наложения швов. В наиболее жестких условиях находится шов 4, где возможно образование трещин. Рассмотрим свариваемость сталей — наиболее распространенного материала для производства сварных конструкций. Основная опасность — это образование холодных трещин из-за склонности к получению закаленной структуры. Чем больше в стали углерода, тем выше эта опасность. Аналогично влияние легирующих элементов. Их суммарное влияние на свариваемость Сэк оценивается следующей формулой:
Сэк = С + Мп/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15.

4. Оборудование сварочного поста
4.1 Схема поста с указанием оборудования
Сварочный пост – это рабочее место сварщика, оборудованное всем необходимым для сварочных работ.
Передвижной пост комплектуется :
1 Временным навесом,
2 деревянным настилом,
3 резиновым ковриком,
4 источником питания сварочной дуги,
5 электрододержателем,
6 сварочным кабелем (прямым и обратным ),
7 инструменты (металлическая щётка ,молоток, угольник, мел,молоток для шлака).
8 спецодежда,
9 маска (щиток),
10 медицинская аптечка,
11 средства пожаротушения.

4.2Подобрать источник питания с указанием технических характеристик
Сварочные инверторы -становятся все более популярными среди сварочных аппаратов из-за малого веса и габаритов, уменьшения потребления электроэнергии. При этом качество технических характеристик и свойств не только сохранено, но и значительно улучшено. Эти устройства показывают высокие сварочные результаты, обладают достаточно высоким КПД, малочувствительны к перепадам напряжения в электросети, имеют ряд преимущественных функций.
Принцип работы сварочного инвертора заключается в преобразовании напряжения питающей сети 220В или 380В с частотой 50Гц в сварочное напряжение с помощью высокочастотного транзисторного преобразователя. Способ частотного преобразования позволяет применять в производстве инверторов детали и комплектующие с малым весом и габаритами. Отсюда и общие габариты , и вес инверторов получаются намного меньше , чем у <<классических>> сварочных аппаратов.
В производстве и в быту, когда использование тяжелого и габаритного сварочного аппарата представляется нецелесообразным , сварочные инверторы просто незаменимы.
Сварочный инвертор Форсаж 250- предназначен для ручной дуговой сварки и резки малоуглеродистых, низколегированных, коррозионностойких сталей и чугуна штучными покрытыми электродами. Сварочный инвертор Форсаж-250 - сварочный аппарат постоянного тока инверторного типа промышленного применения, обеспечивающий выполнение ответственных сварочных работ при монтаже, ремонте и изготовлении сварных конструкций толщиной 1,0 - 20,0 мм. Сварочный инвертор Форсаж-250 незаменим при производстве ремонтных и аварийных работ, связанных с выездом к месту их проведения, либо в труднодоступных местах. Преимущества сварочного инвертора ФОРСАЖ-250: - малый вес, габариты; - высокий показатель ПВ (80%); - лёгкое зажигание, устойчивое горение и эластичность дуги; - высокое качество сварных швов, минимальное разбрызгивание металла; - глубокое проплавление корня шва с образованием мелкозернистой структуры; - сварочные электроды любого типа; - защита от перегрева и короткого замыкания; - стабильные сварочные свойства при колебаниях напряжения в сети питания.
Технические характеристики
Наименование параметра |
Значение |
Напряжение питания, В |
3х380 |
Допустимые отклонения напряжения, % |
+10 -15 |
Номинальный сварочный ток, А |
250 |
Диапазон регулирования сварочного тока, А |
15-250 |
Потребляемая мощность, кВА |
10 |
Продолжительность включения (ПВ), % |
80 |
Диаметр электрода, мм |
1,6-5,0 |
Напряжение холостого хода, В |
95 |
Габаритные размеры ДхШхВ, мм |
430х190х350 |
Масса, кг |
13,6 |
Температурный диапазон, °С |
от -30 до +40 |