

Вопрос №8
Посадки
с натягом.
![]() Особенности
посадок.
•
В сопряжении образуются только натяги.
На рис. 1.11 приведена в сокращении схема
расположения полей допусков посадок с
натягом в системе отверстия для размеров
до 500 мм.
• Посадки применяются только
в точных квалитетах.
• Они используются
для передачи крутящих моментов и осевых
сил без дополнительного крепления, а
иногда для создания предварительно
напряженного состояния у сопрягаемых
деталей.
• Посадки предназначены
для неподвижных и неразъемных соединений.
Относительная неподвижность деталей
обеспечивается силами трения, возникающими
на контактирующих поверхностях вследствие
их упругой деформации, создаваемой
натягом при сборке соединения.
•
Преимущество посадок – отсутствие
дополнительного крепления, что упрощает
конфигурацию деталей и их сборку. Посадки
обеспечивают высокую нагрузочную
способность сопряжения, которая резко
возрастает с увеличением диаметра
сопряжения.
• В то же время прочность
и качество сопряжения зависят от
материала сопрягаемых деталей, шероховатостей
их поверхностей, формы, способа сборки
(сборка под прессом или способ термических
деформаций) и т.п.
Особенности
посадок.
•
В сопряжении образуются только натяги.
На рис. 1.11 приведена в сокращении схема
расположения полей допусков посадок с
натягом в системе отверстия для размеров
до 500 мм.
• Посадки применяются только
в точных квалитетах.
• Они используются
для передачи крутящих моментов и осевых
сил без дополнительного крепления, а
иногда для создания предварительно
напряженного состояния у сопрягаемых
деталей.
• Посадки предназначены
для неподвижных и неразъемных соединений.
Относительная неподвижность деталей
обеспечивается силами трения, возникающими
на контактирующих поверхностях вследствие
их упругой деформации, создаваемой
натягом при сборке соединения.
•
Преимущество посадок – отсутствие
дополнительного крепления, что упрощает
конфигурацию деталей и их сборку. Посадки
обеспечивают высокую нагрузочную
способность сопряжения, которая резко
возрастает с увеличением диаметра
сопряжения.
• В то же время прочность
и качество сопряжения зависят от
материала сопрягаемых деталей, шероховатостей
их поверхностей, формы, способа сборки
(сборка под прессом или способ термических
деформаций) и т.п.

Области применения некоторых рекомендуемых посадок с натягом. Посадки H/p; P/h - «легкопрессовые». Имеют минимальный гарантированный натяг. Обладают высокой степенью центрирования. Применяются, как правило, с дополнительным креплением. Посадка H7/p6 применяется для сопряжения тяжело нагруженных зубчатых колес, втулок, установочных колец с валами, для установки тонкостенных втулок и колец в корпуса. Посадки H/r; H/s; H/t и R/h; S/h; T/h - «прессовые средние». Имеют умеренный гарантированный натяг в пределах N = (0.0002...0.0006)D. Применяются как с дополнительным креплением, так и без него. При сопряжении возникают, как правило, упругие деформации. Посадки H7/r6 , H7/s6 применяются для сопряжения зубчатых и червячных колес с валами в условиях тяжелых ударных нагрузок с дополнительным креплением (для стандартных втулок подшипников скольжения предусмотрена посадка H7/r6). Посадки H/u; H/x; H/z и U/h - «прессовые тяжелые». Имеют большой гарантированный натяг в пределах
N = (0.001...0.002)D. Предназначены для соединений, на которые воздействуют большие, в том числе и динамические нагрузки. Применяются, как правило, без дополнительного крепления соединяемых деталей. В сопряжении возникают упругопластические деформации. Детали должны быть проверены на прочность. Посадки H7/u7; H8/u8 наиболее распространенные из числа тяжелых посадок. Примеры приме- нения: вагонные колеса на осях, бронзовые венцы червячных колес на стальных ступицах, пальцы эксцентриков и кривошипов с дисками.
Расчет посадок с натягом. У посадок с натягом неподвижность сопрягаемых деталей под действием нагрузок обеспечивается силами трения, возникающими при упругой деформации деталей, создаваемой натягом. Минимальный допускаемый натяг определяется исходя из возможных наибольших сил, действующих на сопряжение, а максимальный натяг рассчитывается из условий прочности деталей. Разность между диаметром вала и внутренним диаметром втулки до сборки называется натягом N. При запрессовке деталей происходит растяжение втулки на величину ND (рис. 1.12) и одновременно сжатие вала на величину Nd , при этом:
N = ND+Nd
Известны зависимости:
ND / D = p * C1 / E1
ND / D = p * C2 / E2
где р – давление на поверхности контакта сопрягаемых деталей, Н/м2; D – номинальный диаметр, м; E1, E2 – модули упругости материала втулки и вала, H/м2; C1, C2 – коэффициенты, определяемые по формулам:

где d1, d2 – диаметры (см. рис.1.10), м; μ1, μ2 – коэффициенты Пуассона (для стали μ ≈ 0.3, для чугуна μ ≈ 0.5). Подставив в выражение (1.7) зависимости (1.8), получим наименьший натяг:
Nmin = Pmin * D ((C1 / E1) + (C2 / E2 ))
Минимальное давление на поверхность контакта рmin определяется из условия обеспечения не- подвижности сопряжения при действии на него: • максимальной осевой силы P :
Pmin ≥ P / π D * I * f1
где f1 – коэффициент трения при продольном смещении деталей;
l – длина сопряжения;
• максимального крутящего момента Mкр:
Pmin ≥ 2 * Mкр / π D2 * I * f2
где f2 – коэффициент трения при относительном вращении деталей; • крутящего момента Mкр и осевой силы P :

Nmax - Наибольший натяг.
Максимальное давление рmax определяется из условия прочности сопрягаемых деталей. В каче- стве pmax берется меньшее из допустимых значений давлений – рдоп, которые рассчитываются по следующим формулам:
где σ T D ; σ T d - пределы текучести материала деталей при растяжении, H/м
Пример.
Подобрать посадку с натягом для соединения при следующих данных : D = 0.185 м, d1 = 0.110 м, d2 = 0.265 м, l = 0.17 м. Соединение нагружено осевой силой P = 392⋅103 H. Детали изготовлены из стали 40, E1 = E2 = 206 ГПа , σ m = 313 МПа, f1 = 0.14, Rz1 = Rz2 = 8 мкм.
Решение.
1. Определение коэффициентов C1, C2

2. Расчёт наименьшего натяга.

В процессе запрессовки неровности на поверхностях детали сминаются, и в соединении создается меньший натяг, поэтому следует расчетный Nmin увеличить на значение поправки:
u = 0.8 (Rz1 + Rz2) u = 0.8 (8 + 8) =12.8 мкм.
Наименьший натяг:
Nр = 127 + 12.8 = 140 мкм.
3. Определение допустимых значений давления.

4. Определение максимально допустимого натяга для данного сопряжения.

Вопрос №9
Диафрагма (фото)
[править]
Материал из Википедии — свободной энциклопедии
У этого термина существуют и другие значения, см. Диафрагма.
Основная статья: Диафрагма (оптика)

![]()
Работа лепестковой диафрагмы

19-лепестковая ирисовая диафрагма объектива Carl Zeiss Jena Sonnar T 300/4.
Диафра́гма (от греч. διάφραγμα — перегородка) в фототехнике — конструктивный элемент объектива фотокамеры, позволяющий регулировать относительное отверстие, то есть изменять количество проходящего через объектив света, что определяет соотношение яркости оптического изображения фотографируемого объекта к яркости самого объекта, а также устанавливать необходимую глубину резкости.
Является разновидностью апертурной диафрагмы оптической системы. Слово «апертура», как правило, является синонимом слова «диафрагма», разница — под «апертурой» подразумевается только геометрическое значение, а под «диафрагмой» также и механическое устройство регулирования апертуры.
В некоторых простейших фотоаппаратах, например «Школьник», диафрагма представляет собой металлическую пластину с несколькими отверстиями разного диаметра, нужное из которых вводится в световой поток. Аналогично диафрагмируется объектив фоторезистора экспонометрического устройства автоматических фотоаппаратов, например «Силуэт-электро», «Сокол», «ЛОМО Компакт-Автомат» и др.
Содержание [показать] |
[править]Устройство ирисовой диафрагмы
6-лепестковая ирисовая диафрагма фотообъектива.
Ирисовая диафрагма (от лат. iris «радужная оболочка») обычно состоит из нескольких (от 3 до 20) поворотных серповидных лепестков, приводимых в движение кольцом на оправе объектива или (в большинстве современных объективов) электроприводом, управляемым фотокамерой. При полностью открытой диафрагме лепестки формируют круглое отверстие, при частично закрытой — многоугольник, близкий к кругу. Этот «многоугольник» влияет на вид т. н. «боке» в части бликов от не попавших в глубину резкости точечных источников света. Считается, что чем больше лепестков в устройстве диафрагмы, тем более «красивое» получается «боке», на другие параметры «красивости» устройство диафрагмы не влияет.
Все остальные конструктивные особенности диафрагмы повышают удобство, оперативность и точность работы.
[править]Прыгающая диафрагма
Объективы «Зенитар-М» и «Гелиос-44К-4», стрелками указаны приводы диафрагмы
Объективы «Мир-1В», «Юпитер-9», «Индустар-61 Л/З МС», «Юпитер-37А», стрелками указаны кольца установки диафрагмы
Прыгающая диафрагма — особенность устройства диафрагмы и системы управления ею в современных однообъективных зеркальных фотоаппаратах.
До съёмки фотограф рассматривает изображение и производит фокусировку объектива при максимальном относительном отверстии (тем самым достигается максимальное удобство кадрирования и точность фокусировки), при нажатии на спусковую кнопку и перед срабатыванием фотографического затвора диафрагма скачкообразно с помощью пружины закрывается до заданного органами управления или автоматикой диафрагменного числа.
Механические сложности изготовления быстродействующего многолепесткового механизма прыгающей диафрагмы привели к тому, что некоторые объективы с прыгающей диафрагмой имеют намного меньше лепестков, чем их «непрыгающие» и тем более, «дальномерные» родственники.
[править]Нажимная диафрагма
Нажимная диафрагма — диафрагма, отверстие которой изменяется под воздействием спусковой кнопки за счёт её полунажатия, без дополнительной пружины. В остальном принцип её действия и применение идентичны прыгающей. Примеры:
фотоаппарат «Старт» и оптика для него.
фотоаппарат «Зенит-TTL» и советская оптика с индексом «М».
[править]Репетир диафрагмы
Основная статья: Репетир диафрагмы
Репетир диафрагмы — орган управления фотоаппаратом (кнопка, рычажок), осуществляющий закрытие прыгающей диафрагмы до заданного значения без съёмки. Такое действие требуется для правильной оценки глубины резко изображаемого пространства фотографом.
[править]Доводчик диафрагмы
Доводчик диафрагмы, кольцо закрытия диафрагмы — до появления и стандартизации механики прыгающей диафрагмы многие объективы для зеркальных камер («Гелиос-44-2»), «Юпитер-9») снабжались дополнительным кольцом, позволяющим быстро изменить значение диафрагмы с полностью открытой на заданное кольцом диафрагмы значение. В этом случае отградуированное кольцо обычно называется «кольцом предустановки».
Некоторые объективы («Индустар-61 Л/З», «Юпитер-37А») имеют одно кольцо, служащее как для установки значения, так и для «доводки» диафрагмы. В этом случае предустановка осуществляется с нажатием на кольцо в осевом направлении.
[править]Значения диафрагмы

Изображение при диафрагме 1/1,4 (слева) и 1/9 (справа). Основная разница: хроматические абберации, общая резкость, глубина резкости
Стандартные значения диафрагмы (относительного отверстия) основаны на увеличении или уменьшении освещённости оптического изображения в два раза: 1/0,7; 1/1; 1/1,4; 1/2; 1/2,8; 1/4; 1/5,6; 1/8; 1/11; 1/16; 1/22; 1/32; 1/45; 1/64 и равны отношению диаметра входного отверстия объектива к его фокусному расстоянию. На большинстве фотоаппаратов и объективов указываются только знаменатели значений диафрагм, которые называются диафрагменными числами (5,6; 8; 11..), которые равны отношению фокусного расстояния объектива к диаметру его входного отверстия. Диафрагменные числа, соответствующие максимальному светопропусканию, то есть геометрической светосиле объектива, не всегда входят в стандартный ряд значений из-за его технических возможностей, так например, 1,9; 3,2; 4,5 не доходят до стандартных значений 1,4; 2,8; 4,0. Обычно перед значениями диафрагмы и диафрагменных чисел ставится латинская буква F.
Численное значение диафрагмы определяет следующие элементы фотографического процесса:
экспозиция — с уменьшением отверстия на одну ступень поток света уменьшается вдвое, что требует увеличения вдвое времени выдержки, чувствительности матрицы или плёнки или светосилы оптической системы для сохранения той же экспозиции;
глубина резкости — чем меньше отверстие, тем больше глубина резкости;
дифракция — (дифракционная аберрация) чрезмерное закрытие диафрагмы усиливает дифракционные искажения, что приводит к падению резкости изображения;
аберрации — чем меньше отверстие, тем ниже уровень аберраций — иных, чем дифракционная. Наибольшая резкость обычно наблюдается на средних значениях диафрагмы, где имеет место компромисс между дифракционной и прочими аберрациями;
виньетирование — чем меньше отверстие, тем меньше виньетируется фотография. Виньетирование максимально при полностью открытой диафрагме и, обычно, становится малозаметным при закрытии диафрагмы на две и более
Вопрос №10 Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
Твердое тело может быть неподвижным, т.е. занимать постоянное неизменное положение в данной системе координат, или может передвигаться, изменять свое положение относительно определенной системы координат. Постоянное положение или движение тела достигается наложением геометрических или кинематических связей.
Условие, ограничивающее перемещение, называется геометрической связью.
Условие, ограничивающее скорость перемещения, называется кинематической связью.
Геометрические связи бывают односторонние и двусторонние.
В качестве примера двусторонней связи рассмотрим шар, находящийся между двумя параллельными плоскостями, расстояние между которыми равно диаметру шара. Плоскости ограничивают перемещение шара вдоль оси, проходящей перпендикулярно к этим плоскостям. Двустороннюю связь можно выразить уравнением:
ZC = r, или ZC – r = 0;
где ZC – координата центра шара;
r – радиус шара.
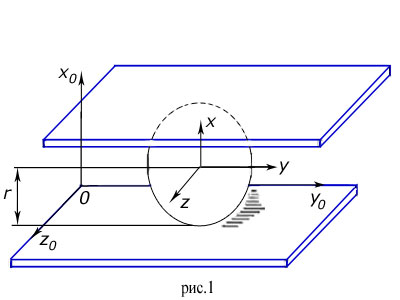
При односторонней геометрической связи движение шара в направлении координатной оси не ограничивается плоскостью, и его положение не определяется однозначно. Одностороннюю связь можно выразить неравенством:
ZC ≥ r, или ZC – r ≥ 0

Однозначная область положения шара по оси может определяться двумя параллельными плоскостями, удаленными друг от друга на расстояние 2r + а. Тогда геометрические связи наложенные на шар выражаются двумя неравенствами:
r ≤ ZC ≤ (r + a);
т.е. двумя односторонними геометрическими связями. Если в этом выражении соблюдается знак равенства, то односторонняя связь исключает движение шара по нормали к плоскости.
Положение механической системы с наложенными геометрическими и кинематическими связями в пространстве определяется обобщенными координатами системы.
Обобщенными координатами называются независимые параметры, определяющие положение или движение механической системы в пространстве.
Координата ZC по оси Z является обобщенной координатой шара. Числом обобщенных координат выражается число степеней свободы механической системы.
Свободное твердое тело (не имеющее геометрических и кинематических связей) обладает шестью степенями свободы. Оно может перемещаться вдоль координатных осей и вращаться вокруг этих осей.
С точки зрения теоретической механики базирование заключается в придании телу определенного положения путем конечного перемещения его из произвольного положения в положение заданное двусторонними геометрическими связями, выраженными размерами или координатами.
Для полной определенности положения твердого тела в пространстве необходимо и достаточно наложить на точки тела шесть двусторонних геометрических связей и тем самым лишить его шести степеней свободы.
Опорная точка – точка, символизирующая одну из связей заготовки или изделия с выбранной системой координат.
При базировании заготовки или изделия в выбранной системе координат, чтобы лишить тело степеней свободы на него необходимо наложить двусторонние геометрические связи. Необходимое и достаточное условие для базирования твердого тела наложение на него не более шести двусторонних связей.
Правило шести точек – создание шести опорных точек при базировании.
Если по служебному назначению изделие имеет определенное число степеней свободы, то соответствующее количество связей не накладывается. Если требуется обеспечить движение, то накладываются соответствующие кинематические связи.
Для формирования системы координат необходим комплект баз.
Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия.
На базах комплекта обозначаются опорные точки, символизирующие связи с выбранной системой координат, таким образом создается схема базирования.

Схема базирования – схема расположения опорных точек на базах.
Опорные точки на схеме базирования изображают условными значками и пронумеровывают порядковыми номерами, начиная с базы имеющей наибольшее количество опорных точек. Если в какой либо проекции одна опорная точка накладывается на другую, изображается одна точка, и проставляются номера совмещенных точек. Число проекций на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек. Схема базирования для твердого тела рис. 4 представлена на рис. 5.

Кроме баз, заготовки и изделия имеют множество других конструктивных элементов, положения этих элементов могут быть заданы в различных системах координат базируемых тел. Соответственно положение точек, линий и поверхностей, заданных в различных системах координат базируемого тела, определяют расчетом размерных цепей. Если в системе координат базируемого тела заданы координаты его формообразующих точек, линий и поверхностей, то положение этих элементов относительно внешней системы координат необходимо определять суммированием координат, которые образуют размерную цепь конструктивных элементов базируемой заготовки или изделия.
В процессе базирования необходимо наложить требуемые двусторонние связи. Их можно обеспечить геометрическим замыканием (базирование вала в отверстии), либо закреплением.
Закрепление – приложение сил и пар сил к заготовке или изделию, для обеспечения постоянного их положения, достигнутого при базировании.
В производственной практике часто выполняется закрепление без базирования, без придания требуемого положения.
Понятие установки определяет отличие процесса базирования и закрепления заготовок от закрепления без базирования.
Установка – базирование и закрепление заготовки или изделия.
Базирование и закрепление могут осуществляться отдельно или одновременно, например с использованием самоцентрирующих зажимов (патроны, цанги, разжимные оправки).
В технологической документации на операционных эскизах изображаются схемы установки с использованием соответствующих обозначений опор, зажимов и установочных устройств по ГОСТ 3.1107-81.
Классификация баз по назначению.
По назначению базы подразделяются на:
Конструкторские;
Технологические;
Измерительные.
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии. Они подразделяются на основные и вспомогательные.
Основная база – конструкторская база детали или сборочной единицы, используемая для определения их положения в изделии.
Вспомогательная база – конструкторская база детали или сборочной единицы, используемая для определения присоединяемого к ним изделия.

Технологические базы назначают при технологическом проектировании изготовления изделий и непосредственно в процессе их производства.
Технологическая база – база, используемая для определения положения заготовки или изделия при изготовлении и ремонте.

При контроле размеров, точности формы и расположения поверхностей выполняются измерения с использованием измерительных баз.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения.

В машиностроении существует четыре вида поверхностей деталей и изделий:
исполнительные поверхности, с их помощью деталь выполняет свое служебное назначение;
основные поверхности, с их помощью определяется положение данной детали в изделии;
вспомогательные поверхности, с их помощью определяется положение присоединяемых деталей относительно данной;
свободные поверхности, не соприкасающиеся с поверхностями других деталей.
Обратите особое внимание, базирование необходимо на всех стадиях создания изделия: конструирование, изготовление и измерения. Кроме того, теория базирования распространяется на все технологические системы, и не только изделия, но и заготовки могут иметь не один комплект баз.
Деление технологических баз на основные и вспомогательные стандартами не предусмотрено, но все же необходимо их различать. В технической литературе и в практике существует понятие – настроечная технологическая база. Настроечная технологическая база – база, относительно которой базируется инструмент при настройке, и по отношению к которой с помощью инструмента формируются обрабатываемые поверхности, связанные с настроечной базой непосредственными размерами требуемого положения.

При разработке технологической документации, решая вопрос базирования и настройки инструментов в технологической системе, рекомендуется в качестве баз использовать конструкторские базы. Это обеспечивает сокращение размерных цепей и соответственно позволяет повысить точность изготовления изделий.
Одним из важнейших элементов технологического процесса изготовления или ремонта изделий являются контрольно-измерительные операции. Часто измерения составляют неразрывную часть технологических операций изготовления изделий и реализуются на одном рабочем месте при обработке заготовок, наладке или сборке. В качестве примера можно привести базирование инструментальных блоков или рабочих органов оборудования с числовым программным управлением относительно выбранной системы координат станка (изделия) или заготовки. Другими словами с помощью средств измерений осуществляется проверка, выверка и придание требуемых положений элементам изделий или технологических систем, включая заготовки и изделия технологической оснастки.
Существует еще один термин, который Вы не встретите в стандарте, но можете повстречать в справочной литературе это проверочные технологические базы.
Проверочные технологические базы используются для базирования и проверки требуемого положения при изготовлении изделия. Их можно определить и как измерительные, поскольку положение этих баз проверяется визуально или с помощью средств измерения.
Обратите внимание, базируя инструмент при наладке, фактическую погрешность базирования относят к погрешности настройки.
Кроме классификации приведенной выше, в производственной практике и литературе различают также искусственные, черновые и чистовые технологические базы.

Искусственная технологическая база – база, которая как конструктивный элемент не требуется для готового изделия, а также база, которая в целях повышения точности базирования обрабатывается с более высокой точностью, чем требуется по служебному назначению. Лучший пример искусственных баз, центровые отверстия вала, их используют для установки при изготовлении изделия.
Выбор баз зависит не от стадии производства, а от характеристики размеров, формы, шероховатости и точности конструктивных элементов на разных этапах производства. Поэтому различают выбор баз из черновых (необработанных) элементов заготовки и из чистовых (обработанных) элементов заготовки.
Черновой технологической базой называют базу, используемую при выполнении первого установа после получения заготовки. Их назначение в том, чтобы обработать и подготовить чистовые (обработанные и более точные) базы для выполнения последующих операций изготовления изделия. Поскольку точность необработанных баз всегда ниже точности обработанных (чистовых) баз, а шероховатость выше, то черновые базы при обработке заготовки должны использоваться только один раз – при выполнении первого установа или при изготовлении изделия с одной установки. При смене баз необходимо использовать чистовые (обработанные), точные базы.
Смена баз – замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным.
В следующей статье рассмотрим классификацию баз по лишаемым степеням свободы и по способу проявления.