

Тема 2. Напівавтомати, автомати та автоматичні лінії.
Лекція 18. Особливості кінематики та використовування агрегатних
напівавтоматів та автоматів.
Особливості кінематики напівавтоматів та автоматів. Поняття циклу, цикло-грама роботи, аналіз продуктивності. Розподільчий вал, організація допоміжних рухів. Про-філювання кулачків за циклограмою. Класифікація напівавтоматів та автоматів [ 3-5, 7,10 ].
Завдання на самостійну роботу.
Агрегатні верстати як різновид напівавтоматів, працюють за замкнутим автоматичним циклом.
Циклом називається півторюючуяся з обробкою кожної заготовки з пар-тії жорстка послідовність спрацьовування по довжині та часу усіх меха-нізмів та устріїв верстату. Агрегатні верстати запускаються після закріплення заготовки у верстатному пристосуванні або від кнопки « пуск », що натискає верстатник ( якщо він завантажує та розвантажує робочу зону агрегатного верстату при роботі верстату у напівавтоматичному режимі ), або за сигналом системи контролю про завершення закріплення заготовки ( при повній автома-тизації агрегатного верстату ). Цей різновид обладнання структурно складено з нормалізованих модульних частин (які можуть бути замінені у разі техноло-гічних потреб у короткі строки ): уніфікованих столів, агрегатних силових голівок ( рухомі коробки з ріжучим інструментом ) та базових елементів -станин, підставок, стійок, угольників, тощо. Тому кінематика в них простіша та роз”єднана. Кожна агрегатна силова голівка виконує один оперційний рух на усю технологічну наладку на неї незалежно від того, одношпиндельна вона, чи багатошпиндельна. За рахунок диференцювання операцій та інтегру-вання інструментів у голівках, продуктивність агрегатних верстатів - одна з найбільших. Відносно швидке монтування та перемонтування цих верстатів та їх висока продуктивність надають їм великі переваги перед іншими видами обладнання, тому здебільшого їх використовують в умовах крупносерійного та масового виробництв ( мал. 123 - 131 ).
Демонструються файли: 118-122- робота агрегатних верстатів
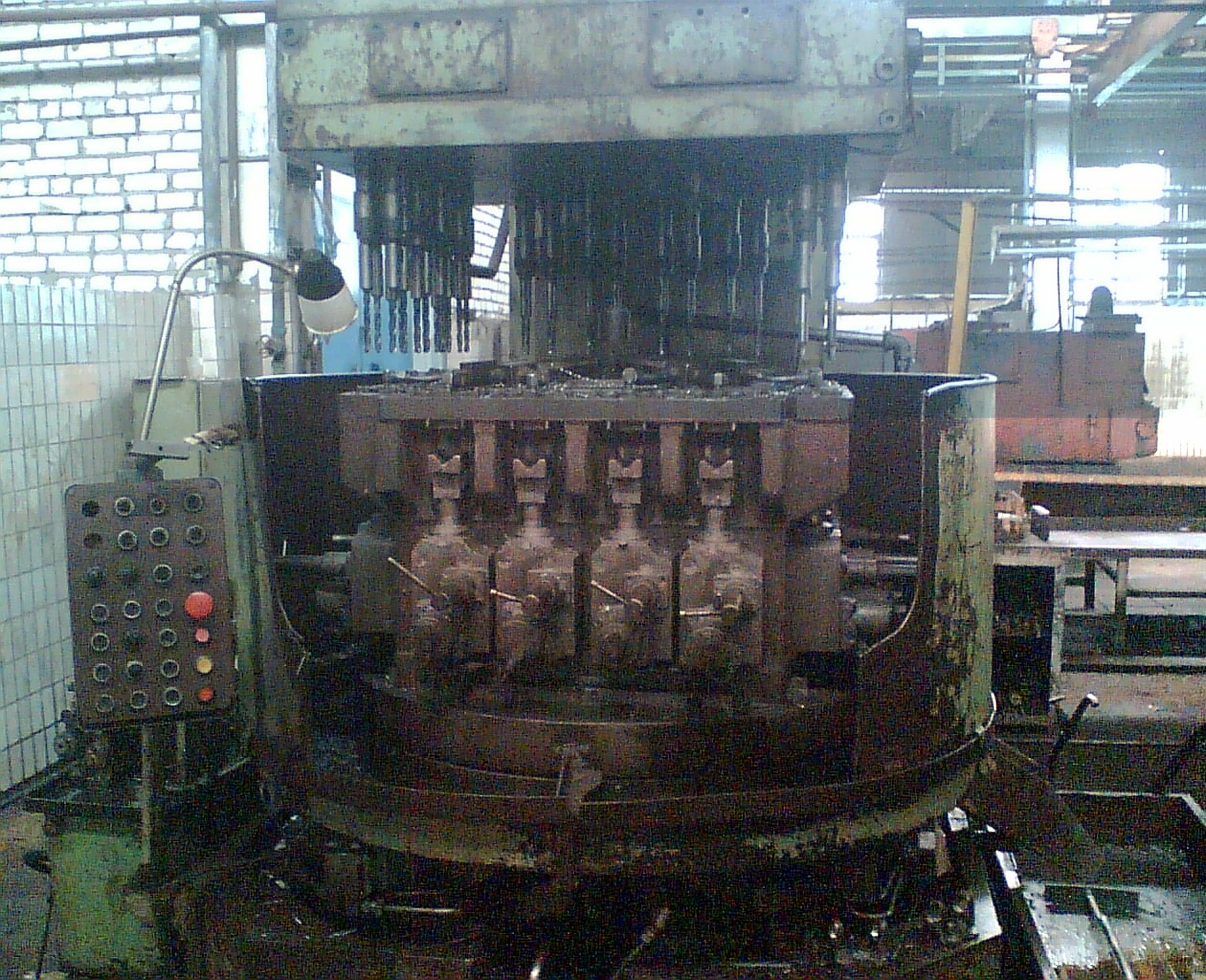
Мал.123. Агрегатний 4-х позиційний 48-шпиндельний вертикально-
ввердлувальний напівавтомат ( на пердньому плані – позиція
завантаження-зрозвантаження робочої зони )

Мал.124. Агрегатний 4-х позиційний 48-шпиндельний вертикально-
свердлувальний напівавтомат ( наладка інструментальна),
оброблюються по 4 заготовки паралельно ( одночасно )
на кожної з трьох робочих позицій. Поворотний стіл із
заготовками повертається дискретно по 90 О

Мал.125. Агрегатний 4-х сторонній 4-х шпиндельний горизонтально-
свердлувальний напівавтомат. Стіл – нерухомий. Завантаження-
розвантаження заготовки – зверху, після виводу ріжучих
інтрументів
