

1.3 Разработка последовательности выполнения операций (маршрутная карта)
005. Заготовительная. Ст. 8544
Отрезка заготовки.
010. Фрезерно- центровальная. Ст. МР-71М
Фрезеровать и центровать торцы.
015. Токарная. Ст.16К20
Обработка цилиндрических поверхностей в номинальный размер и с припусками под шлифовку для Ø34m6 и Ø25h10 с переустановкой заготовки.
 020.
Шпоночно-фрезерная. Ст.692M
020.
Шпоночно-фрезерная. Ст.692M
Фрезерование шпоночных пазов.
025. Шлифовальная. Ст.3М174
Шлифовать Ø30h8 и Ø30h8 в номинальный размер с переустановкой.
030. Контрольная
Контролировать размеры детали.
1.4 Проверка условий лишения возможности перемещения заготовки в приспособлении, «правило шести точек», в соответствии с гост 21495-76
«Правило шести точек»: чтобы придать детали вполне определенное положение в приспособлении, необходимо и достаточно иметь шесть опорных точек, лишающих деталь всех шести степеней свободы.
Деталь будет устанавливаться в приспособление на призмы с упором в торец с прижимом сверху.
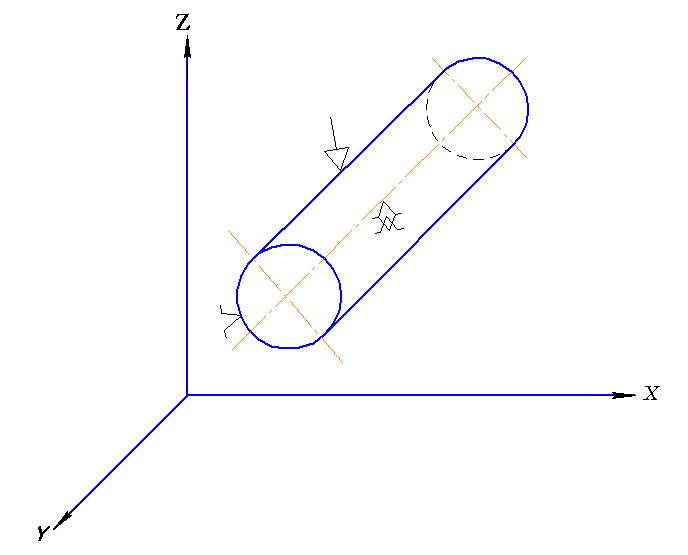
Рис.1.2 Схема базирования
Призмы забирают четыре степени свободы и по одной- упор в торец и верхний прижим. Таким образом, «правило шести точек» выполняется.
1.5 Расчет погрешности базирования
Схема установки
определяется величиной погрешности
базирования
![]() ,
которая не должна превышать половины
допуска на размер базирования.
Погрешность базирования рассчитывается:
,
которая не должна превышать половины
допуска на размер базирования.
Погрешность базирования рассчитывается:
 ,
(1.1)
,
(1.1)
где Td - допуск диаметра, которым вал базируется на призму.
Так как фрезерная
операция производится после токарной,
где диаметр точиться с припуском под
шлифовку, то диаметр в месте базирования
Ø25![]() ,
,
![]() - половина рабочего
угла призмы, Т.к. рабочий угол стандартной
призмы составляет 90°,
=45°.
- половина рабочего
угла призмы, Т.к. рабочий угол стандартной
призмы составляет 90°,
=45°.

Из того, что меньше 0,05мм мы можем применить вертикальную схему обработки на шпоночно – фрезерном станке.
1.6 Расчет усилий зажима
1.6.1 Составление операционной технологической карты
Назначение режимов резания
Глубина резания с учетом припуска под шлифование:
![]() мм.
мм.
Подача при черновой
обработке принимается на зуб
![]() мм/зуб по нормативам, принимаем 0,008
мм/зуб [1, табл.
38, стр.286].
мм/зуб по нормативам, принимаем 0,008
мм/зуб [1, табл.
38, стр.286].
Скорость резания
 ,
(1.2)
,
(1.2)
где
![]() 12,
q=0,3,
x=0,3,
y=0,25,
u=0,
p=0,
m=0,26
[1, табл. 39, стр.288],
12,
q=0,3,
x=0,3,
y=0,25,
u=0,
p=0,
m=0,26
[1, табл. 39, стр.288],
Т=80 мин, среднее значение стойкости инструмента [1,табл.40],
![]() ,
,
коэффициент
![]() учитывает качество обрабатываемого
материала,
учитывает качество обрабатываемого
материала,
для стали 40Х
![]() , n
, n![]() =
-0,9,
=
-0,9,![]() [1, табл. 1,2, стр. 262],
[1, табл. 1,2, стр. 262],
![]() ,
,
коэффициент
![]() отражает состояние поверхности заготовки,
для проката без корки
отражает состояние поверхности заготовки,
для проката без корки
![]() 1,0
[1, табл.5],
1,0
[1, табл.5],
коэффициент
![]() учитывает качество материала инструмента,
при обработке стали 35 быстрорежущим
материалом Р6М5
=1,0
[1, табл.6],
учитывает качество материала инструмента,
при обработке стали 35 быстрорежущим
материалом Р6М5
=1,0
[1, табл.6],
![]() 1,27
x
1,0 x
1,0=1,27
1,27
x
1,0 x
1,0=1,27
![]() м/мин,
м/мин,
 Частота вращения,
соответствующая расчетной скорости
резания
Частота вращения,
соответствующая расчетной скорости
резания
![]() ,
(1.3)
,
(1.3)
![]() об/мин,
об/мин,
корректируем по паспортным данным станка, принимаем 720 об/мин.
![]() (1.4)
(1.4)
![]() мм/мин, корректируем
по паспорту станка, принимаем 25 мм/мин.
мм/мин, корректируем
по паспорту станка, принимаем 25 мм/мин.
Действительная скорость резания
![]() м/мин,
м/мин,
![]() мм/зуб
мм/зуб
Мощность, потребная на резание
![]() ,
кВт,
(1.5)
,
кВт,
(1.5)
где
 , Н,
(1.6)
, Н,
(1.6)
![]() [1, табл. 41, стр.
291],
[1, табл. 41, стр.
291],
![]() ,
где n=
,
где n=![]() [1,
табл. 9,
стр. 264],
[1,
табл. 9,
стр. 264],
![]()
![]()
Мощность резания
![]() =
=![]() кВт
кВт
Мощность на шпинделе станка
![]() ,
(1.7)
,
(1.7)
по паспорту станка
![]() =11 кВт,
=11 кВт,
![]() =0,98,
=0,98,
![]() кВт
кВт
 Обработка
с выбранными режимами резания на данном
станке возможна, так как
Обработка
с выбранными режимами резания на данном
станке возможна, так как
![]() .
.
Величины остальных составляющих силы резания найдём через окружную силу.
Горизонтальная
сила (подачи)
![]() (1.8)
(1.8)
Вертикальная сила
![]() (1.9)
(1.9)
Радиальная сила
![]() (1.10)
(1.10)
Осевая сила
![]() (1.11)
(1.11)
Основное время
![]() ,
(1.12)
,
(1.12)
где l- полная длина шпоночной канавки, 40 мм,
![]() -
продольная подача в мм/мин,
-
продольная подача в мм/мин,
![]() мин
мин