3.Техническое описание моделей
Жакет(модель 1):
Жакет женский летний для повседневной носки для младшей возрастной группы. Выполнен из плотной цветной джинсовой ткани-стрейч.
Изделие прямого прилегающего силуэта с рельефами. Застежка центральная, обработана планкой по всей длине изделия , на пуговицах. Воротник отложной. Рукава втачные двухшовные, прямые, оформлены манжетой , которая застегивается на пуговицы.. Длина изделия выше уровня талии.
Отличие модели 2: Жакет прямого прилегающего силуэта, воротник-стойка, Рукав длиной до локтя.
Отличие модели 3: Жакет прямого прилегающего силуэта.Длина до середины бедра,имеется пояс.
Платье(модель 1):
Платье женское повседневное для младшей возрастной группы прилегающего силуэта за счет рельефов спереди и сзади . Платье выполнено из однотонного джинса, на брителях. По низу изделия воланы с декоративной отделкой.
Длина изделия чуть выше уровня колен.
Отличие модели 2: Платье женское прилегающего силуэта .Отсутствуют воланы.
Отличие модели 3:. Платье женское прилегающего силуэта .Длина ниже колена,отсутствие брителей
Выбор режимов технологической обработки изделия
Выбор методов обработки и оборудования должны быть тесно связаны с назначением модели и пошивочными свойствами материалов, применяемых для его изготовления. При выборе методов обработки сопоставляют различные варианты, которые должны обеспечивать высокое качество продукции и минимальную трудоемкость.
Технологические условия на выполнение машинных работ:
- все строчки выполнены в цвет ткани;
- номер ниток, машинные иглы и частота стежков строчек соответствуют толщине ткани и характеру выполняемых операций.
Машинные стежки и строчки выполнены на швейных машинах. Иглы № 90.
Под влажно-тепловой обработкой швейных изделий понимается специальная обработка деталей, изделия влагой, теплом и давлением посредством специального оборудования. ВТО производится в процессе обработки изделия и при отделке готового изделия. Основным оборудованием для влажно-тепловой обработки в производстве одежды по индивидуальным заказам являются утюги и прессы. В процессе изготовления данного комплекта ВТО выполнена глажением.
Технологическая последовательность изготовления жакета
№ п/п |
Содержание операции |
Специальность |
Разряд |
Затраты времени, с |
Тип, класс оборудования |
||
Модель №1 |
Модель №2 |
Модель №3 |
|||||
|
1. Начальная обработка |
||||||
1. |
Продублировать клеевым прокладочным материалом детали: - Подборта - Детали воротников |
Пр Пр |
3 3 |
20 20 |
20 20 |
20 20 |
|
2. |
2. Монтаж изделия |
||||||
3. |
Притачать бочки к спинке и к переду. |
СМ
|
3 |
119 |
119 |
119 |
бразе |
4. |
Выполнить плечевые и боковые швы |
СМ
|
3 |
130 |
130 |
130 |
|
Обработка воротника и бортов |
|||||||
|
совместить с горловиной нижний воротник и сколоть
|
Р |
|
9 |
9 |
9 |
булавки |
5. |
втачать нижний воротник в горловину
|
СМ |
3 |
23 |
23 |
23 |
FY8500 «YAMATA» (Япония) |
6. |
совместить по контрольным точкам подборт с бортом, сколоть
|
Р |
|
9 |
9 |
9 |
булавки |
7. |
обтачать борт подбортом
|
СМ |
3 |
21 |
21 |
21 |
FY8500 «YAMATA» (Япония) |
|
настрочить шов обтачивания на подборт и нижний воротник |
СМ |
3 |
40 |
40 |
40 |
FY8500 «YAMATA» (Япония) |
8. |
Проложить отделочную строчку по краю борта
|
СМ |
4 |
15 |
15 |
15 |
FY8500 «YAMATA» (Япония) |
Обработка рукава |
|||||||
9. |
Обработать передние и локтевые срезы рукавов
|
СМ
|
3
|
167 |
170 |
170 |
Машина 597-М кл. ПО «Промшвеймаш» |
10. |
Приутюжить швы рукавов |
У |
3 |
79 |
80 |
80 |
Стол утюжильный CS-394К+395/11, спецколодка |
11.
|
Выполнить посадку по окату рукавов |
Р |
|
6 |
6 |
6 |
|
12.
|
Совместить окат рукава и проймы по контр точкам, сколоть |
Р |
|
9 |
9 |
9 |
|
13. |
Втачать рукава |
М |
3 |
15 |
15 |
15 |
FY8500 «YAMATA» (Япония) |
14. |
Сутюживание посадки после втачивания рукавов |
У |
4 |
80 |
80 |
80 |
Стол утюжильный CS-394КЕ+392 или стол утюжильный с паровым утюгом УП-3 и пресс СПР-1 |
15. |
Обработать низ рукавов: Проверить длину, подрезать, подогнуть низки рукавов и заколоть |
Р |
|
15 |
15 |
15 |
|
16. |
Обработать низ изделия швом вподгибку с закрытым срезом |
СМ |
4 |
7 |
7 |
7 |
FY8500 «YAMATA» (Япония) |
17. |
- заутюжить подгиб низа рукавов на изнаночную сторону |
У |
2 |
20 |
20 |
20 |
Стол утюжильный CS-394КЕ+392 или СУ-ОК с электропаровым утюгом УПП-3М |
|
- подшить потайной строчкой низ изделия |
СМ |
2 |
34 |
34 |
34 |
FY8500 «YAMATA» (Япония) |
18 |
Нанесение места расположения одной петли на борте |
Р |
2 |
20 |
20 |
20 |
Мел |
19 |
Обметывание петли на борте:
Продевание концов нитей Закрепление концов петель
|
СМ
Р
СМ |
3
1
3 |
14
15
10 |
14
15
10 |
114
15
10 |
Полуавтомат 62761-PZ кл. фирмы «Минерва»
|
20 |
Обрезание концов нитей после обметывания петель |
Р |
1 |
5 |
5 |
5 |
Ножницы |
Окончательная утюжка |
|||||||
21 |
Приутюживание полочек |
П |
5 |
104 |
104 |
104 |
Пресс CS-351 P2MS+22-211В и 22-212В |
22 |
Приутюживание боковых швов и среднего шва спинки |
П |
5 |
98 |
98 |
98 |
Пресс CS-371 KMS+12-17 и 12-18 |
23 |
Приутюживание окатов рукавов, приутюживание проймы и верхней части рукавов |
П |
5 |
152 |
152 |
152 |
Пресс LW-29+LY-154 LW-30+LY-155 «Протомет» (ПНР) |
24 |
Приутюживание воротника и верхнего плечевого пояса |
П |
5 |
55 |
55 |
55
|
Пресс BSP-800+PS-20 «УМОВ» (ЧССР) |
25 |
Прессование бортов и подзавивка лацканов и концов воротника |
Пр |
5 |
81 |
81 |
81 |
Пресс CS-351 P2S+22-204 |
26 |
Приутюживание низков рукавов |
П |
4 |
83 |
83 |
83 |
Пресс CS-351 P2S+22-219 |
27 |
Приутюживание подкладки изделия. Приутюживание шлицы и подкладки по шлице. Снять оставшиеся ласы. |
У |
5 |
179 |
179 |
179 |
Стол утюжильный CS2-394КЕ+392 |
28 |
Прокладывание отделочной строчки по низу изделия |
СМ |
4 |
- |
20 |
- |
FY8500 «YAMATA» (Япония) |
29 |
Нанесение места расположения пуговицы на борте |
Р |
2 |
20 |
20 |
20 |
Лекало, приспособление |
30 |
Пришивание пуговиц по борту |
СМ |
2 |
22 |
22 |
22 |
Полуавтомат 95 кл. ПМЗ |
31 |
Пришивание декоративных пуговиц на рукава |
СМ |
2 |
- |
44 |
66 |
Полуавтомат 95 кл. ПМЗ |
Технологическая последовательность поузловой обработки платья:
№ Неделимой операции 1 |
Наименование технологической неделимой операции |
Специализация |
Разряд |
Затраты времени, с |
Тип ,класс оборудования |
|
|||||
Модель 1 |
Модель 2 |
Модель 3 |
|
||||||||
1 |
Подготовка ткани к раскрою |
У |
|
|
Утюг |
|
|||||
2 |
Отпрессовать полочки и спинку |
П |
3 |
16,5 |
16,5 |
16,5 |
Пресс KDFB фирмы «Паннония» |
|
|||
1.Начальная обработка |
|
||||||||||
3 |
Стачать средний шов спинки |
С |
3 |
48 |
48 |
48 |
Мо-816 DF4/T007 кл. «Джуки» |
|
|||
1.1 Обрабтка брителей |
|
||||||||||
4 |
Продублированную деталь сложить пополам изнаночной стороной внутрь и проложить строчки на расстоянии 0,5см от линии сгиба |
|
|
|
|
|
Мо-816 DF4/T007 кл. «Джуки» |
|
|||
5 |
Приутюжить настрочные швы |
|
|
|
|
|
|
|
|||
1.2 Обработка верхнего среза обтачкой |
|
||||||||||
2 Монтаж изделия |
Притачать бочки переда к детали полочки |
||||||||||
|
Притачать бочки спинки к детали спинки |
|
|
|
|
|
Мо-816 DF4/T007 кл. «Джуки» |
|
|||
|
Стачать боковые срезы |
|
|
|
|
|
Мо-816 DF4/T007 кл. «Джуки» |
|
|||
9 |
Застрочить низ строчки |
С |
2 |
40 |
40 |
40 |
Мо-816 DF4/T007 кл. «Джуки» |
|
|||
13 |
Застрочить низ платья |
|
|
|
|
|
|
|
|||
Поузловая обработка
№ п/п |
Наименование соединений обработки |
Схема конструкции соединения |
Наименование соединений обработки |
Тип, класс оборудования, приспособления |
2. |
Обработка воротника и соединение его с изделием |
|
|
FY8500 «YAMATA» (Япония) |
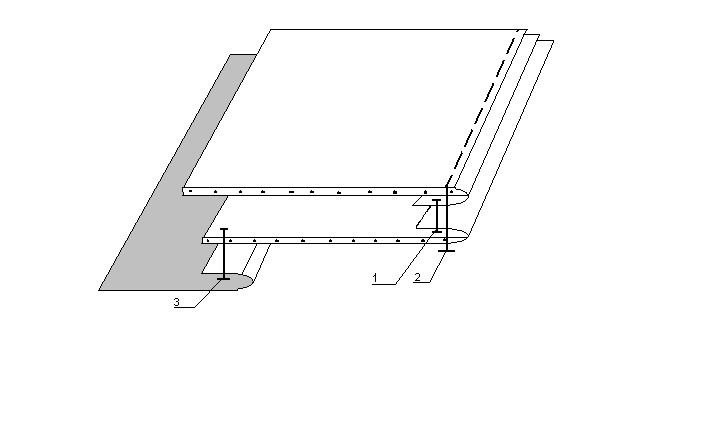
3. |
Обработка борта |
|
1 – обтачной – 0,7см 2 – отделочный – 0,1см 3 – притачной – 1см |
FY8500 «YAMATA» (Япония) |
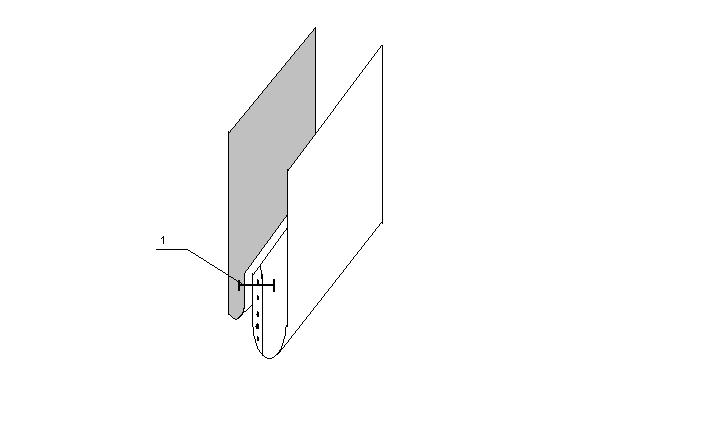
4. |
Обработка низа жакета |
|
1 – притачной – 1см |
FY8500 «YAMATA» (Япония) |