Анализ посещенного урока, проведенного сокурсником.
Тема урока: «Резка металла» Класс: 7 «В» .
В начале занятия сокурсник проверила подготовку учащихся, постаралась направить их внимание на работу. Была сообщена тема и цель урока, поставлены практические задачи. После чего провел краткий опрос по пройденному материалу, целью которого было определение степени подготовленности учеников к выполнению практического задания, был проведен инструктаж по технике безопасности. У каждого имелась инструкционно - технологическая карта изделия, которая была составлена на предыдущем уроке. Сокурсник еще раз объяснила ученикам принцип выполнение работы, ответила на заданные вопросы. Некоторые пункты требовали более полного объяснения, и сокурсник воспользовалась классной доской. Так же некоторые пункты ученики записали в конспекты. Затем класс приступил к выполнению задания. Каждый ученик работал самостоятельно, но при этом чувствовалась и коллективная работа – каждый старался помочь товарищу, если у него что-то не получалось. Урок проходил в дружественной атмосфере, ребята очень увлеклись своей работой. Сокурсник же при этом внимательно следил за ходом выполнения задания, поведением учеников, отвечал на возникающие вопросы, оказывал помощь, если она требовалась. В целом выполнение данного задания не составило труда для учеников. В конце урока сокурсник проверил выполненные изделия, выяснил, что оказалось для ребят самым сложным, кое-что порекомендовал исправить. Были отмечены лучшие работы, все ученики получили отметки. Вывод: Мне очень понравился урок. Я считаю, что цель урока была достигнута. Урок был интересен. Сокурсник справился с возложенными на него обязонастями.
Технологическая карта и план-конспект урока.
Урок: Технический труд
Класс:8 «А»
Дата: 12. 12. 2012
Тема раздела: Обработка металла.
Тема урока: Опиливание металла.
Цели урока:
Обучающая – сформировать знания.
Воспитательная – воспитание у учащихся аккуратности, трудолюбия, самостоятельности, усидчивости.
Развивающая – развитие зрительной памяти, интеллектуальных способностей.
Тип урока – комбинированный.
Материально – техническое обеспечение – учебники, плакаты, раздаточный материал, приспособления, инструменты.
Ход урока
Структура урока |
Технология |
|||
Дидактическая структура |
Методическая структура |
Методы обучения |
Средства обучения |
Формы обучения |
Организационный момент |
Приветствие, проверка присутствующих, проверка спецодежды, сообщение темы и цели урока. |
Объяснительно-иллюстративная |
Слово педагога |
Фронтальная |
Мотивация |
Формирование интереса к теме |
Объяснительно-иллюстративная |
Приспособления, плакаты |
Фронтальная |
Формирование знаний по теме |
Изложение нового материала |
Объяснительно-иллюстративная |
Учебники, плакаты |
Фронтальная |
Первичная проверка понимания изученного |
Выполнение тестового задания |
Репродуктивный Частично - поисковый |
Карточки |
Индивидуальная. |
Формирование умений |
Практическая работа |
Репродуктивный |
Карточки |
Индивидуальная |
Контроль |
Анализ познавательной активности |
Объяснительно-иллюстративная |
Слово |
Фронтальная |
Подведение итогов |
Исправление ошибок |
Объяснительно-иллюстративная |
Слово |
Фронтальная |
Выдача Д/З |
Работа с учебником |
Проблемный |
Пособие |
Индивидуальная |
План-конспект урока.
Тема урока: Металл и проволока
Цели урока:
Обучающая – обучить само- и взаимоконтролю, самокоррекции, сформировать знание и умение изготовления шаблона.
Воспитательная – воспитание способности формирования ответственного отношения к порученному делу, культуры труда, творческого отношения к труду, активности и самостоятельности в учебно-трудовой деятельности.
Развивающая – формировать поисковый стиль мышления, научить применять теоретические знания на практике, развивать самостоятельность при выполнении работы.
Оборудование и материалы: Наборы напильников различных по форме поперечного сечения, виду насечки и номеру, слесарные линейки и угольники, штангенциркули, нагубники, заготовки для опиливания (шаблон для проверки углов заточки инструментов).
Ход урока
1)Организационная часть
а) Проверить присутствующих
б) Проверить наличие спецодежды
в) Проверить готовность учащихся к уроку
г) Сообщение темы и целей урока
2)Изложение нового материала:
а) Рассказать общие сведения об опиливании
б) Закрепить изложенный материал
3)Самостоятельная практическая работа
4)Вводный инструктаж. 5)Выполнение трудового задания и текущий инструктаж:
а) Проверка организации рабочего места
б) Обход учебных мест учащихся, контроль за их работой и при необходимости оказание им помощи
в) Анализ правильности выполнения рабочих приемов
г) Проверка соблюдения правил техники безопасности
д) Проверка умения контролировать ход своей работы
6)Заключительный инструктаж
а) Анализ выполненных работ
б) Подведение итогов работы
в) Сообщение отметок
7)Уборка учебной мастерской.
Опиливание металла
Опиливанием называется слесарная операция, при которой снимают слои материала с поверхности заготовки с помощью напильника.
Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и малую шероховатость обрабатываемой поверхности заготовки (детали). Опиливанием придают детали требуемую форму и размеры, пригоняют детали друг к другу при сборке и выполняют другие работы. С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия различной формы, поверхности, расположенные под разными углами, и т. д. Припуски на опиливание оставляют небольшие — от 0,5 до 0,025 мм. Погрешность при обработке может быть от 0,2 до 0,05 мм и в отдельных случаях — до 0,005 мм.
Напильник () представляет собой стальной брусок определенного профиля и длины, на поверхности которого' имеется насечка (нарезка). Насечка образует мелкие и остро-заточенные зубья, имеющие в сечении форму клина. Для напильников с насеченным зубом угол заострения обычно равен 70°, передний угол (у) — до 16°, задний угол (а) — от 32 до 40°. Напильники с одинарной насечкой снимают широкую стружку по длине всей насечки. Их применяют при опиливании мягких металлов. Напильники с двойной насечкой используют при опиливании стали, чугуна и других твердых материалов, так как перекрестная насечка размельчает стружку, чем облегчает работу. Рашпильную насечку получают вдавливанием металла специальными трехгранными зубилами. Полученные при образовании зубьев вместительные выемки способствуют лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы.Дуговую насечку получают фрезерованием. Она имеет дугообразную форму и большие впадины между зубьями, что обеспечивает высокую производительность и хорошее качество обрабатываемых поверхностей.
Изготовляются напильники из стали У13 или У13А, а также из хромистой стали ШХ15 и 13Х. После насечки зубьев напильники подвергают термической обработке. Ручки напильников изготовляют обычно из древесины (березы, клена, ясеня и других пород). По назначению напильники делят на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные напильники. Для общеслесарных работ применяют напильники общего назначения. По числу насечек на 1 см длины напильники подразделяют на 6 номеров. Напильники с насечкой № 0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого (чернового) опиливания с погрешностью 0,5—0,2 мм.
Напильники с насечкой № 2 и 3 (личные) служат для чистового опиливания деталей с погрешностью 0,15—0,02 мм. Напильники с насечкой № 4 и 5 (бархатные) применяются для окончательной точной отделки изделий. Погрешность при обработке — 0,01—0,005 мм. По длине напильники могут изготовляться от 100 до 400 мм. По форме поперечного сечения они подразделяются на плоские, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные.Для обработки мелких деталей служат малогабаритные напильники — надфили. Они изготовляются пяти номеров с числом насечек на 1 см длины от 20 до 112.
Обработку закаленной стали и твердых сплавов производят специальными надфилями, на стальном стержне которых закреплены зерна искусственного алмаза. Улучшение условий и повышение производительности труда при опиливании металла достигается путем применения механизированных (электрических и пневматических) напильников. Рассмотрим устройство универсальной шлифовальной машинки, которая широко используется в современном производстве. Универсальная шлифовальная машинка, работающая от асинхронного электродвигателя, имеет шпиндель, к которому крепится гибкий вал 2 с державкой (головкой) 3 для закрепления рабочего инструмента. Сменные прямые и угловые головки позволяют с помощью круглых фасонных напильников производить опиливание в труднодоступных местах и под разными углами.
Качество опиливания контролируют самыми различными инструментами. Правильность опиливаемой плоскости проверяют поверочной линейкой «на просвет». Если плоская поверхность должна быть опилена особенно точно, ее проверяют с помощью поверочной плиты «на краску». В том случае, если плоскость должна быть опилена под определенным углом к другой смежной плоскости, контроль осуществляется с помощью угольника или угломера. Для проверки параллельности двух плоскостей пользуются штангенциркулем или кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Контроль криволинейных обрабатываемых поверхностей производят по линиям разметки или с помощью специальных шаблонов.
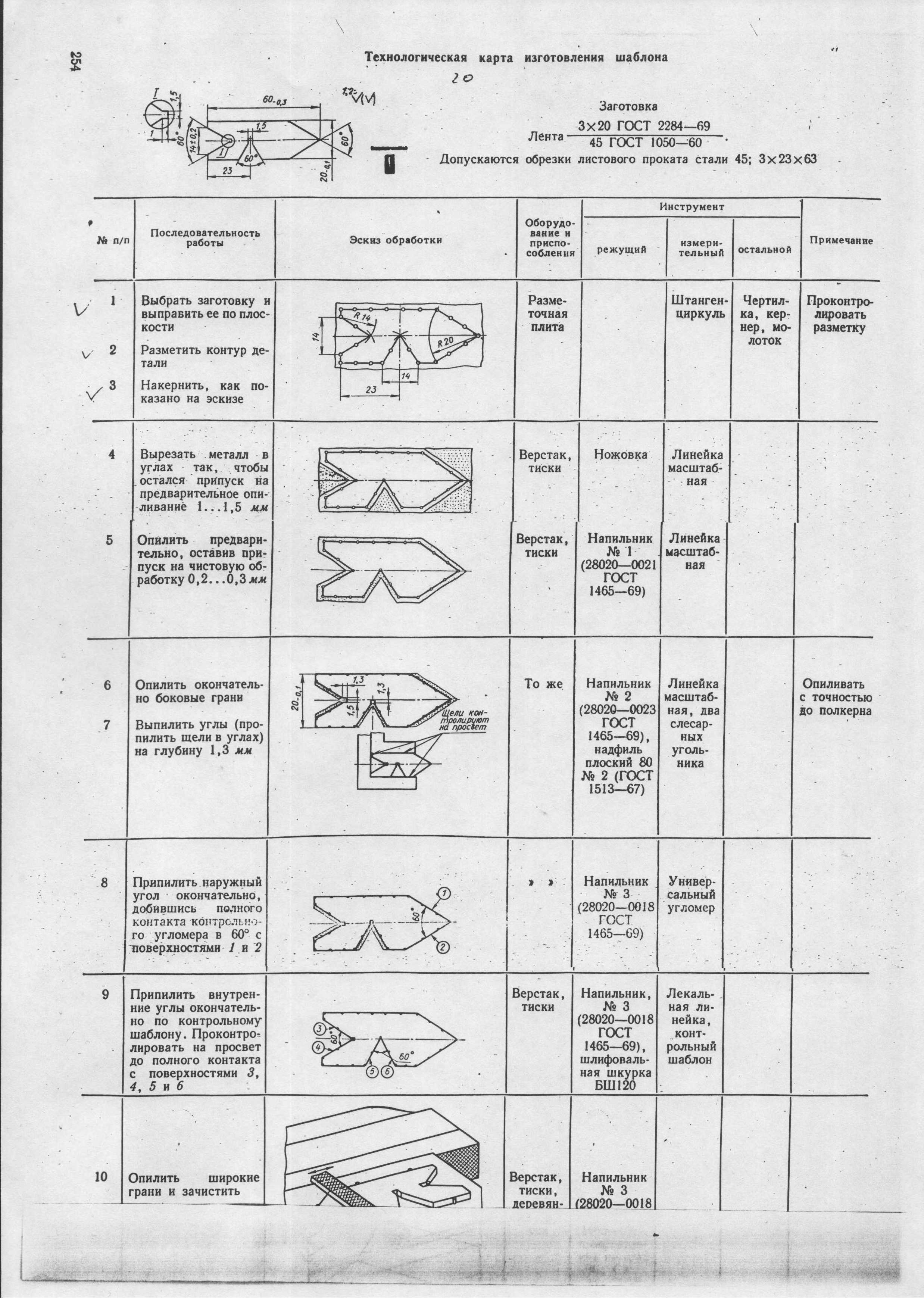
ИНСРУКЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ИЗГОТОЛЕНИЕ ШАБЛОНА