1.2 Выбор и обоснование вида заготовки, способа её получения
Выбор заготовки определяется конструкцией и качеством детали, характером производства, соображениями экономии стали и себестоимостью детали. Заготовка должна быть по форме и размерам возможно более близкой к форме и размерам изготавливаемого производства.
Наиболее рациональным в нашем случае является заготовка в виде прутка.
1.3 Расчет припусков и определение размеров заготовки
Расчет длины и ширины заготовки проводим на основе экономических и технологических соображениях. Определяем наибольший поперечный размер детали d=66 мм., учитывая припуски на черновую и чистовую обработку, рассчитаем диаметр заготовки: d=66+2=68 мм
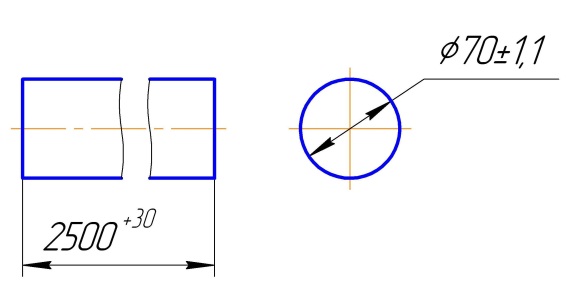
По сортаменту выбираем пруток диаметром dпр= 70 мм.
Длина заготовки lp=lд+2а+b=25,5 мм. Выбираем заготовку в виде прутка длиной 2500 мм, диаметром 70 мм., из материала – ст. 40ХН. Заготовка показана на рисунке 2. Что бы изготовить 860 деталей, понадобится 9 прутков длиной 2,5 м.
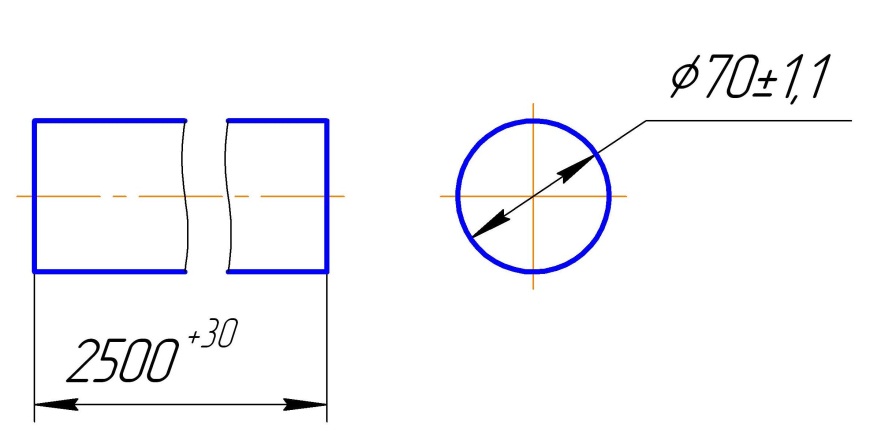
Рисунок 2 - Схема заготовки
В процессе изменяется заготовка, поэтому необходимо рассчитать коэффициент использования материала заготовки.
Коэффициент
использования материала
 определяется
по формуле:
определяется
по формуле:
 ,
,
где
 - масса материала детали;
- масса материала детали;
 - масса материала
заготовки.
- масса материала
заготовки.
Для вычисления массы детали и заготовки производится разбиение их конструкции на элементарные геометрические тела, вычисляется их объём и масса.
Масса вычисляется по формуле:
M= *V,
*V,
где V – это объём тела;
– плотность материала.
Но так как плотность материала и в заготовке и в детали одинаковая можем рассчитывать через объём.

Определяем коэффициент использования материала:

Полученный результат говорит о том, что в результате механической обработки заготовки на переработку уйдёт 75% её материала, но метод получения заготовки прост и обеспечивает необходимую точность.
Вывод: В данном пункте провели проверку детали на технологичность, выбрали наиболее рациональный способ получения заготовки, провели расчет массы детали и заготовки.
1.4 Разработка плана изготовления детали
Проектирование технологических процессов механической обработки начинается с тщательного изучения исходных данных проектирования: сборочного и рабочего чертежей изделия с соответствующими технологическими условиями изготовления детали, чертежа исходной заготовки и размеров программного задания. Изучаются также дополнительные условия проектирования: наличие или отсутствие оборудования, на котором предполагается осуществить изготовление проектируемого изделия; возможности модернизации оборудования; возможности применения совершенных видов исходных заготовок, прогрессивного инструмента и приспособлений и т. д.
При возможности использования существующих на предприятии унифицированных технологических процессов после проведения указанной подготовительной работы технолог приступает к непосредственному проектированию технологического процесса. В начале проектирования технолог предварительно устанавливает виды обработки отдельных поверхностей заготовки и методы достижения их точности, соответствующие требованиям чертежа и серийности производства и существующего на предприятии оборудования. После этого производится назначение технологических баз на все предлагаемые операции обработки.
Одновременно с этим разрабатывается последовательность операций, т. е. технологический маршрут обработки заготовки. При низкой точности исходных заготовок технологический процесс начинается с черновой обработки поверхностей, имеющих наибольшие припуски. При этом в самую первую очередь снимается припуск с тех поверхностей, на которых возможны литейные раковины, трещины и другие дефекты. Дальнейший маршрут строится по принципу обработки сначала более грубых, а затем более точных поверхностей.
Наиболее точные поверхности обрабатываются последними.
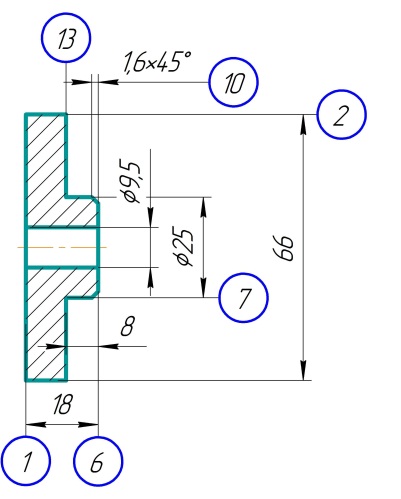
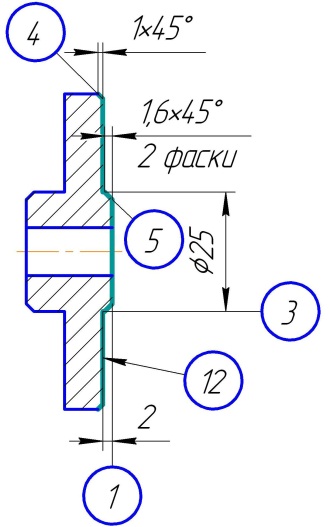
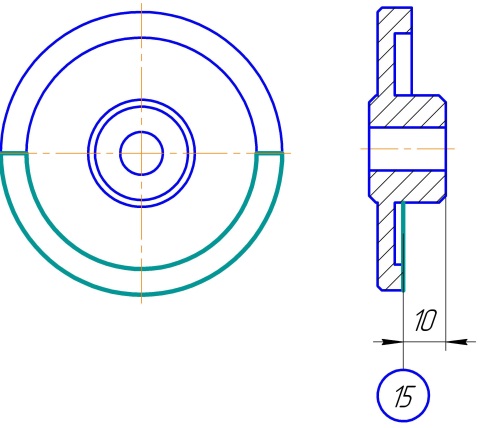
Таблица 2 –План изготовления детали
№ операции |
Эскиз заготовки |
Название операции |
№ и название перехода |
Оборудование и приспособления |
Инструмент |
||||
005 |
Контрольная
|
1. Получить пруток на складе 2. Провести визуальный контроль прутка на отсутствие механических повреждений 3. Контроль марки материала 4. Контроль размеров 5. Контроль наличия маркировки и клейма |
Стеллаж
Стилоскоп |
Лупа 4-х кратная Рулетка 0-4,0 м
|
|||||
010 |
Токарная
|
1. Установить заготовку в патрон и закрепить
2. Точить пов-ть 6
3. Точить пов-ть 2 - 66 на длину 18 мм.
4. Точить поверхность 13
5. Точить поверхность 7 - 25 на длину 8 мм.
7. Точить поверхность 5 – фаску 1,6х450.
8. Сверлить отверстие 9,5 мм. на длину 18 мм.
9. Отрезать заготовку от прутка.
10. Уложить в тару |
Автомат токарно-револьверный 1И165П
3-х кулачковый патрон |
3-х кулачковый патрон
Резец проходной упорный Р9 ГОСТ 18879-73
--//--
--//--
--//--
Резец проходной Р9К5-20х30х150 ГОСТ 18878-73
Сверло 9,5 Р19 ГОСТ 10903-77
Резец отрезной Р9 8х12х90 ГОСТ 6743- 75
|
|||||
015 |
Токарная |
1. Установить и закрепить заготовку
3. Точить поверхности 3, 12 – 25 мм. на длину 2 мм.
4. Точить поверхность 5 – фаску 1,6х450.
Точить поверхность 4 – фаску 1х450.
5. Снять деталь и уложить в тару |
Токарно-револьверный станок
3-х кулачковый патрон |
3-х кулачковый патрон
Резец проходной упорный Р9 ГОСТ 2380- 74
Резец проходной Р9К5-20х30х150 ГОСТ 18878-73
--//-- |
|||||
020 |
Токарная |
1. Установить и закрепить заготовку
2. Точить поверхность 8 – мм. на длину 4 мм.
3. Точить поверхность 7 – мм. на длину 12 мм.
4. Точить поверхность 14.
5. Снять деталь и уложить в тару
|
Станок токарно-винторезный 16Б16А
3-х кулачковый патрон |
3-х кулачковый патрон
Резец расточной ВК8 ГОСТ 9795-84
--//--
Резец подрезной Р9 ГОСТ 2921-75
|
|||||
025 |
Фрезерная |
1. Установить и закрепить заготовку
2. Фрезеровать пов. 15. |
Станок вертикальный консольно-фрезерный 6К11
Приспособл УСП |
Универ-сальные тиски
Фреза Р9К5-2,5х22 ГОСТ 9305-59
|
|||||
030 |
|
Слесарная |
Зачистить заусенцы |
Слесарный верстак |
Напильник
|
||||
035 |
|
Термическая |
Закалить в печи |
Печь |
|
||||
040 |
Токарная |
1. Установить и закрепить заготовку
2. Развернуть отверстие
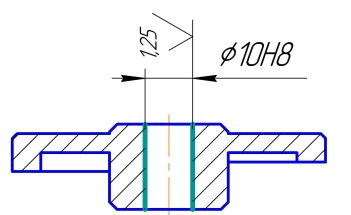
3. Развернуть отверстие 10Н8 на проход
3. Снять деталь и уложить в тару
|
Автомат токарно-револьверный 1И165П
3-х кулачковый патрон
--//-- |
3-х кулачковый патрон
Зенкер ГОСТ 21584-76
Развертка Р9 ГОСТ 16087-70
|
|||||
045 |
Сверлильная |
1. Установить и закрепить заготовку
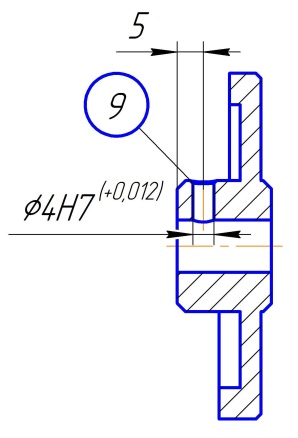
2. Сверлить отв. мм.
4. Точить пов. 9 – фаску 0,5х450.
5. Снять деталь и уложить в тару
|
Вертикально-сверлильный станок 2T140
Кондуктор |
Кондуктор
Сверло мм. ГОСТ 10903-77
Зенковка |
|||||
050 |
|
Гальваничес-кая |
Нанести покрытие – Хим. Окс. прм. |
Ванная гальвани-ческая |
|
||||
055 |
|
Контрольная |
1. Контроль на отсутствие механических дефектов, трещин, заусенцев, рисок, забоин
2. Контролировать геометрические размеры
3. Проверить соответствие точности обработки и шероховатости поверхностей согласно чертежу
|
|
Лупа 4х кратного увеличения
Штанген-циркуль ШЦ-2-160 0,05 ГОСТ 166-73
Эталоны шероховатости Резьбовой калибр М16х1,5 ГОСТ 1774-42 |
||||