

2.4. Построение технологических процессов изготовления лопаток турбины
Лопатки турбины изготавливают из литейных и реже деформируемых жаропрочных сплавов.
Заготовки из литейных сплавов получают литьем по выплавляемым моделям (прецизионное литье в оболочковые формы), а из деформируемых сплавов - горячим объемным деформированием. Характерными особенностями для современных литейных жаропрочных сплавов является многокомпонентный состав и многофазное строение сплава.
Литые заготовки лопаток турбины. Производство лопаток турбин из литых заготовок является более экономичным и технологичным, чем из штампованных. При вакуумной плавке технологические отходы металла (литниковая система, выпоры и др.) не окисляются. Их можно использовать повторно при плавке. Это относится и к забракованным отливкам и лопаткам.
В настоящее время литье по выплавляемым моделям (в оболочковые формы) является единственным методом, который позволяет в промышленном масштабе наиболее экономично получать заготовки рабочих и сопловых лопаток турбины, не нуждающихся в последующей обработке.
Несмотря на значительный прогресс в технологии и средствах производства литых лопаток турбин ГТД, брак в литейных цехах составляет все еще большой процент.
До 50 % лопаток бракуется по причине коробления стержня, смещения и полома в процессе прокаливания формы и заливки ее сплавом.
В технологическом процессе изготовления отливки охлаждаемой лопатки турбины можно выделить следующие основные этапы:
изготовление керамического стержня;
изготовление модели лопатки;
сборка моделей лопаток в блоки (секции);
приготовление огнеупорной суспензии, окраска и сушка секций лопаток;
удаление модельной массы из оболочек;
прокалка оболочек;
плавка металла, заливка оболочек и кристаллизация отливок;
разрезка секций;
удаление керамических стержней;
контроль отливок лопаток.
Изготовление керамических стержней. Составы для изготовления стержней должны удовлетворять следующим условиям:
хорошо заполнять полость пресс-формы и четко воспроизводить ее внутренний профиль без неспаев и ликваций пластификатора;
иметь низкую адгезию к материалу пресс-формы и обеспечивать легкий съем стержня с пресс-формы;
обладать достаточной «сырой» прочностью и высокой прочностью после обжига (допускаемое напряжение изгиба не менее 8 ... 9 МПа и 30 МПа соответственно);
иметь минимальную усадку не более 0,3 ... 0,5 %;
быстро отверждаться в пресс-форме;
иметь малую химическую стойкость к раствору, используемому для удаления стержня из отливки лопатки.
Для изготовления стержней обычно применяются формовочные смеси на основе электрокорунда (24А, 25А) с добавками глинозема Г-00, связки (карбид кремния, силаксановые и полиалюмосилаксановые смолы К-40, К0-086, дистен-силлиманитовый концентрат и др.), специальные соединения для управления спеканием (Nb02, V205), пластификатор Ппэ-2,5; Ппэ-10. Пластификатор Ппэ-2,5, например, представляет собой смесь высокоочищенного парафина с 2,5 % полиэтилена. Приготовление пластификатора выполняется в обогреваемом смесителе барабанного типа.
На ММПП «Салют» разработаны керамические смеси на основе Zr02, которые обладают более высокой прочностью и термостойкостью, чем смеси на основе А1203. При создании стержневой керамики была решена задача формирования композиции, разрушающейся в щелочах. Использование мелкодисперсного кремнезема и карбида кремния, хорошо растворимых в щелочах и дополнительно введенных в стержневой состав Nb02 или V02, позволило получить высококачественную стержневую керамику.
Технологический процесс получения стержня можно разделить на несколько основных этапов:
подготовка исходных материалов (сушка, измельчение и т.д.); приготовление стержневой смеси; прессование стержней; рихтовка сырых стержней; укладка стержней в короба; обжиг стержней (твердофазное спекание);
извлечение стержней из коробов и обдувка стержней;
контроль и зачистка стержней; пропитка стержней в растворе лака (КО-815) с выдержкой до прекращения выделения пузырьков воздуха;
сушка стержней при температурах 80 ... 100°.
На рис. 2.27 показан керамический стержень из белого электрокорунда.
Прочность на изгиб при длительном воздействии высоких температур является определяющим показателем качества стержней. Предельные значения прочности керамики при температурах 1300 ... 1350 °С составляют 8 ... 11 МПа, что достаточно для сопротивления давлению жидкого металла. Более низкая прочность приводит к короблению стержней и неравномерности толщины стенок лопатки, а более высокая создает опасность появления трещин во внутренней полости вследствие ухудшения податливости стержня.
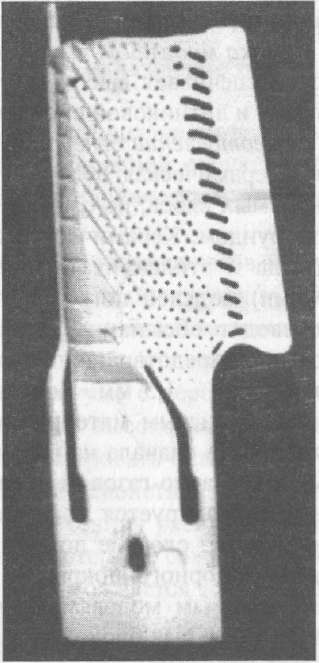
Рис. 2.27. Керамический стержень
Изготовление модели лопатки. Материалом для изготовления модельных масс могут служить парафин, стеарин, канифоль, церезин, полистирол, пластмассы, битум нефтяной и др.
В настоящее время для этих целей в основном используются модельные массы, состоящие из карбомида (мочевины) марки А, селитры калиевой марок А, Б, В, технического силикагеля, а также водорастворимый полимерный модельный состав.
Модели лопаток формируются в разъемных стальных пресс-формах. Размеры ее рабочей зоны рассчитываются с учетом усадки модельного состава и металла отливки при охлаждении. Рабочие поверхности пресс- формы покрываются тонким слоем смазки (смесь 50 %-го этилового спирта и 50 %-го касторового масла). Стержень вкладывается в матрицу корыта пресс-формы. Собранная пресс-форма вакуумируется, заливается модельный состав, и производится прессование модели лопатки, затем зачистки облоя, заусенцев и контроль модели.
Сборка моделей лопаток в блоки (секции) производится в кондукторе, что обеспечивает высокую точность взаимного расположения моделей лопатки и литниковой системы.
Приготовление огнеупорной суспензии, окраска и сушка секций лопаток. Керамическая оболочка формируется из 7 ... 12 последовательно наносимых слоев, получаемых керамической обмазкой и обсыпкой электрокорундом. Керамическая обмазка представляет собой смесь электрокорунда и этилсиликата ЭТС-40. При нанесении каждого слоя блоки (секции) моделей погружают 2 ,v 3 раза в ванну с обмазкой, а затем производят обсыпание электрокорундом для улучшения связи между слоями и предотвращения растрескивания. Толщина каждого слоя составляет 1 ... 1,5 мм. Последний (закрепляющий) слой наносят без обсыпки зернистым материалом. После нанесения каждого слоя производится сушка сначала на воздухе (в вытяжном шкафу) в течение 2 ч, а затем в аммиачно-газовой среде в течение 40 ... 50 мин. Сушка каждого слоя контролируется погружением пробной модели в гидролизованный этилсиликат: слой не должен отставать и растрескиваться. Для отвердения огнеупорного покрытия при формировании оболочковых форм по выплавляемым моделям применяется также вакуумно-аммиачная обработка модельных блоков в сушилках «УВС-3».
Для получения оболочковых форм можно использовать и другие составы керамических обмазок, например связующее «Силан 101».
Удаление модельной массы из оболочек. Модельные массы на основе мочевины и других водорастворимых связующих удаляются водой при температуре 25 ... 35 °С, подаваемой под давлением. Затем очищенная оболочка промывается в ванне с подкисленной водой. Вытопка модельной массы может выполняться в пароавтоклавах (рис. 2.28).
Рис 2.28. Пароавтоклав для выплавления моделей в насыщенных водных парах
Прокалка оболочек производится после удаления модельной массы и сушки. Оболочки помещают в камерную печь с температурой не выше 700 °С, затем температура увеличивается до 1085 ± 15 °С, производится обжиг в течение 6 ... 8 ч и последующее охлаждение печью до температуры 800 °С.
Плавка металла, заливка оболочек и кристаллизация отливок. Литьем получают заготовки с поликристаллической равноосной структурой, с направленной кристаллизацией (НК) и монокристаллические, имеющие столбчатую дендритную структуру.
Повысить качество литых заготовок из жаропрочных сплавов можно, выплавляя их в вакуумных индукционных печах. Для получения высококачественного металла, в частности, используется плавка и заливка в вакуумных печах «ВИАМ-100», «УВП-4».
Процесс плавки жаропрочных сплавов в вакууме с перегревом расплава с целью гомогенизации получил название высокотемпературной обработки расплава (ВТОР). Она позволяет формировать благоприятную исходную структуру отливок и, следовательно, их свойства. Гомогенизацией называют формирование равновесного состояния расплава, характеризуемого малым размером кристаллитов (кластеров), сохраняющихся в расплавленном металле. Процесс ВТОР сопровождается рафинированием сплава за счет возгонки легколетучих примесных элементов (Р, S, Pb, Sn и др.), диссоциации сложных оксидов с последующей их возгонкой, углеродного раскисления термодинамически устойчивых оксидов (ТЮ2, А1203, Сг203 и др.). ВТОР способствует улучшению литейных характеристик (жидкотекучесть, смачиваемость, заполняемость тонких сечений отливок, усадка и склонность к образованию горячих трещин). Все это в совокупности обеспечивает значительное повышение прочностных свойств материала.
В настоящее время в России и за рубежом при производстве рабочих лопаток ГТД широкое применение получил метод направленной кристаллизации, позволяющий повысить прочностные свойства изделий из жаропрочных сплавов путем устранения поперечных границ зерен. Ориентацию структура отливки приобретает в процессе прохождения оболочковой формы с жидким металлом через фронт кристаллизации, расположенный в зоне искусственно создаваемого градиента температур.
Различают низко- и высокоградиентную (высокоскоростную) направленные кристаллизации.
Низкоградиентная
кристаллизация характеризуется
значениями градиента температур на
фронте кристаллизации
G ≤30
°С/мм и скоростью кристаллизации
![]() мм/мин. К недостаткам относится низкая
скорость охлаждения и крупная дендритная
структура отливок.
мм/мин. К недостаткам относится низкая
скорость охлаждения и крупная дендритная
структура отливок.
В основе высокоградиентной кристаллизации лежит охлаждение формы легкоплавкими металлами, что позволяет получать градиенты температур на границе расплава G = 40 ... 60 °С/мм (установки УВНК-8П) и G = 130 ... 200 °С/мм (установки УВНЭС-4) (рис. 2.29, а). Скорость кристаллизации составляет Кк = 20 ... 200 мм/мин. Повышение температурного градиента на фронте кристаллизации способствует получению более плотной и однородной по сечениям пера, тонкодендритной структуры (рис. 2.29, б). Исключается образование поверхностных дефектов ликва- ционного происхождения - струйной полосчатости и карбидов типа МебС. Перо лопатки формируется из 1 ... 3 зерен без поперечных границ, по которым чаще всего происходит разрушение лопаток при эксплуатации. В отличие от сплавов с направленной структурой монокристальные сплавы имеют значительные преимущества по характеристикам выносливости. Это связано главным образом с отсутствием карбидной фазы, которая является очагом микротрещин при циклических и термоциклических нагрузках.
Длительная прочность сплавов типа ЖС с монокристаллической структурой и ориентацией (111) на 15 ... 20 % больше, чем у сплавов с направленной структурой и ориентацией (001), или соответственно в 3 раза больше долговечность (см. табл. 2.8).
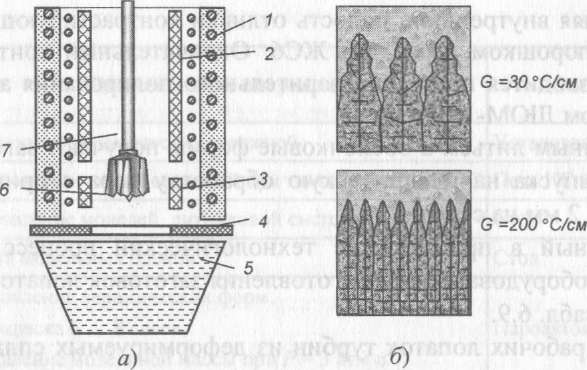
Рис. 2.29. Принципиальная схема высокоградиентной печи УВНЭС-4 (а) и влияние температурного градиента на размеры формирующихся дендритов (б): 1 - печь подогрева формы; 2 - верхний нагреватель; 3 - нижний нагреватель; 4 - тепловые экраны; 5 - лампы с жидкометаллическим охладителем; 6 - монокристаллическая затравка (Ni-W); 7 - керамическая форма
Таблица 2.8
Температурный режим, °С |
Длительная прочность (за 100 ч), МПа |
||
при 900 °С |
при 1000 °С |
при 1100 °С |
|
[001] |
446 |
245 |
123 |
[111] |
513 |
275 |
145 |
Закристаллизованные блоки охлаждают на воздухе на менее 4 ч. Оболочки от отливок разбивают вручную. Отливки отрезают от литниковой системы абразивным кругом толщиной 3 ... 5 мм, обдувают электрокорундом, полируют, затем осуществляют контроль макроструктуры.
Керамические стержни удаляют из отливок, растворяя их в расплаве бифторида калия при температуре 350 ... 370 °С в течение 1,5 ... 4,5 ч с последующей промывкой в воде. Бифторид калия токсичен, и работа с ним требует соблюдения правил охраны труда.
Контроль отливок лопаток. Литые заготовки лопаток тщательно контролируют по геометрическим параметрам, проверяют профиль пера, расположение базовых поверхностей, толщину стенок пустотелых лопаток.
Сплошность материала отливки, расположение каналов, перегородок, Ребер, штырьков и других внутренних конструктивных элементов, а также отсутствие остатков стержневой массы проверяют рентгеновским методом, заполняя внутреннюю полость отливки контрастирующим гранулированным порошком из сплава ЖС6. Окончательный контроль пера лопатки производится после предварительного полирования абразивной лентой методом ЛЮМ-10В.
Прецизионным литьем в оболочковые формы получают заготовки лопаток без припуска на механическую обработку пера с припуском по замку 0,8 ... 1,2 мм на сторону.
Отработанный в производстве технологический процесс (ВНК) и применяемое оборудование для изготовления заготовок лопаток турбины приведены в табл. 2.9.
Таблица 2.9
№ п/п |
Наименование операции |
Оборудование |
1 |
Прессование керамических стержней |
Установка PVE-10 |
2 |
Обжиг керамических стержней при температуре 1320 °С |
Печь ПГ-30 |
3 |
Изготовление моделей, литниковой системы |
Стол |
4 |
Сборка модельных блоков |
Стол |
5 |
Изготовление керамических форм: покраска 6 ... 8 слоев; удаление модельной массы при Р = 3 атм и t = 250 ... 300 °С; прокалка форм при температуре 1080 °С |
Пароавтоклав Печь ПГ-30 |
6 |
Отливка заготовок лопаток при следующих условиях: плавка сплава ЖС26ВИ при температуре 1570 ± 10 °С; заливка сплава при температуре 1530 ± 10 "С; скорость перемещения форм в кристаллизатор 20 ± 2 мм/мин; температура жидкого алюминия в кристаллизаторе в момент введения керамических форм 660 ... 740 °С; остаточное давление 8 • 10-2 мм рт. ст. |
Установка УВНК-8П |
7 |
Очистка отлитых лопаток от керамики |
Пескоструйная установка |
8 |
Отрезка лопаток от литниковой системы |
Абразивно-отрезной станок |
9 |
Обдувка лопаток |
Пескоструйная установка |
10 |
Дефектоскопическое травление в растворе НС1 + Н2О Контроль макроструктуры |
Ванна Контрольный стол |
11 |
Удаление керамических стержней из внутренней полости лопаток: полное растворение стержней из лопаток в расплаве бифторида калия при температуре 350 ... 370 °С, время выдержки 2,5 ... 3 ч; удаление фторидных пленок с поверхностей внутренней полости лопаток в подкисленном растворе четырехокиси циркония уротропина при комнатной температуре. Промывка внутренней полости лопаток горячей водой по режиму: температура воды 70 ... 80 "С, давление воды р > 0,6 МПа |
Специальная установка |
12 |
Контроль геометрии литых лопаток, выявление металлургических дефектов методами рентгеноскопии, ионометрическое определение остаточных ионов калия, ЛЮМ-1, ЦМ-15, контроль тангенциальных каналов |
Прибор типа ПОМКЛ, рентгеновская установка |
Заготовки рабочих лопаток турбин из деформируемых сплавов получают горячей штамповкой, прессованием (выдавливанием), прокаткой и вальцеванием, стремясь обеспечить у заготовки продольную ориентацию структуры металла. В авиадвигателестроении лопатки турбины из штампованных заготовок в настоящее время практически не применяются.
Технологические процессы обработки литых лопаток турбины. Литье по выплавляемым моделям позволяет в промышленном масштабе получать экономически целесообразные заготовки всех видов рабочих и сопловых лопаток турбин ГТД, включая охлаждаемые, с точностью и шероховатостью поверхностей газового тракта и внутренней полости, исключающими необходимость их последующей механической обработки (кроме финишной).
Механической обработке подлежат поверхности элементов хвостовиков, бандажных полок, выходных кромок охлаждаемых лопаток. Кроме того, с помощью электрофизических и электрохимических методов обработки производят перфорацию отверстий системы охлаждения и отдельных каналов.
Технологический процесс получения лопаток турбин из литых заготовок начинается с обработки базовых технологических поверхностей на хвостовике и бандажной полке, выполняемой на электрохимических плоскошлифовальных станках различных моделей или на обычных плоскошлифовальных станках.
Шлифование базовых поверхностей обычно ведется за два перехода - предварительно в электрохимическом режиме и окончательно в обычном режиме (абразивное шлифование без тока).
Базовыми поверхностями при установке лопаток в станочные приспособления на этих операциях являются трактовые поверхности, окончательно оформленные при литье.
Для отрезки литников от лопаток турбины используется станок ЭХОТ-2, позволяющий повысить производительность по сравнению с фрезерованием и сократить расход дорогостоящего инструмента. Обработка ведется металлическим дисковым электродом толщиной 1,2 мм со скоростью перемещения стола до 20 мм/мин с использованием электролита- 10 ... 12 %-го NaCl. Параметры реза: длина 100 ... 200 мм, глубина до 10 мм.
Обработка клина хвостовика рабочей лопатки турбины выполняется методом электрохимического шлифования на двухшпиндельном станке ЭШЛ-301 или на односторонних электрохимических плоскошлифовальных станках типа 3970ВФ2.
На рис. 2.30, 2.31 представлены эскизы лопатки и заготовки с основными техническими требованиями на их изготовление, базами для механической обработки и контроля, а в табл. 2.10 - основные операции и оборудование, используемое для их выполнения.
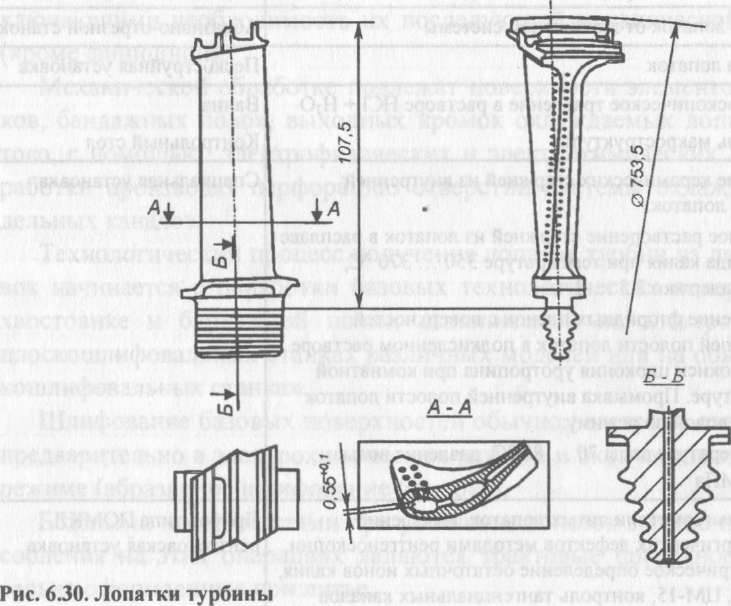
Рис. 2.30. Лопатки турбины
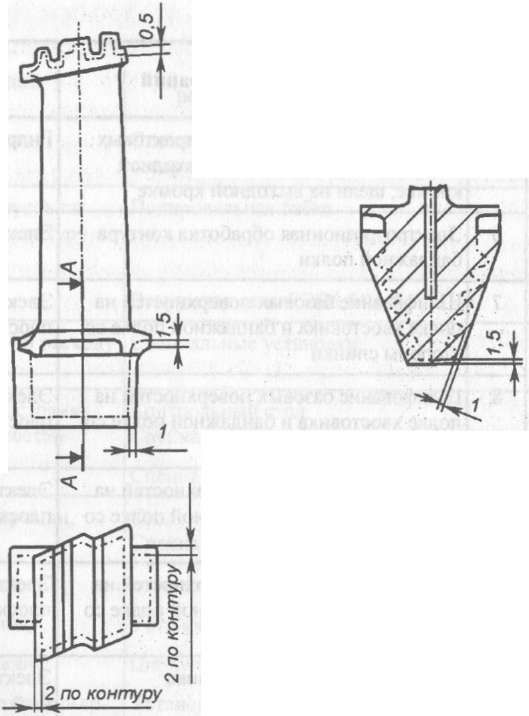
Рис. 2.31. Заготовка лопатки турбины
Первичными технологическими базами поверхностей являются установочные базы - поверхности крайних сечений корыта (три опорные точки); направляющая база - входная кромка пера (две опорные точки) и опорная база - точка на поверхности полки. Зажим лопатки в приспособление производится по спинке.
Таблица 2.10
№ п/п |
Наименование операций |
Наименование рекомендуемого оборудования |
1 |
Отливка без припуска на механическую обработку по трактовым поверхностям |
Технологический комплекс металлургического оборудования |
2 |
Электроэрозионная обработка отверстий на входной кромке (1-й 2-й ряды) |
Электроэрозионный 4Г721,4Е723 или специализированный электроэрозионный станок K1CN фирмы Sodic |
3 |
Электроэрозионная обработка отверстий на входной кромке (3-й ряд) |
Электроэрозионный 4Г721,4Е723 или специализированный электроэрозионный станок K1CN фирмы Sodic |
4 |
Экструзионное хонингование внутренней полости лопатки |
Установка для экструзионного хонингования |
5 |
Гидроабразивная обработка трактовых поверхностей, отверстий на входной кромке, щели на выходной кромке |
Гидроабразивная установка типа ЭЗ-86 |
6 |
Электроэрозионная обработка контура бандажной полки |
Электроэрозионный 4Е723 |
7 |
Шлифование базовых поверхностей на полке хвостовика и бандажной полке со стороны спинки |
Электрохимический плоскошлифовальный станок ЗЭ70ВФ2 |
8 |
Шлифование базовых поверхностей на полке хвостовика и бандажной полке со стороны входной кромки |
Электрохимический плоскошлифовальный станок ЗЭ70ВФ2 |
Продолжение таблицы 2.10
№ п/п |
Наименование операций |
Наименование рекомендуемого оборудования |
9 |
Шлифование базовых поверхностей на полке хвостовика и бандажной полке со стороны коры га |
Электрохимический плоскошлифовальный станок ЗЭ70ВФ2 |
10 |
Шлифование базовых поверхностей на полке хвостовика и бандажной полке со стороны выходной кромки |
Электрохимический плоскошлифовальный станок ЗЭ70ВФ2 |
11 |
Шлифование клина хвостовика |
Электрохимический плоскошлифовальный станок ЗЭ70ВФ2 или ЭШЛ-301 |
12 |
Шлифование «елочного» профиля хвостовика |
Специальный шлифовальный типа SS-13 «Эльб-Шлиф» |
13 |
Шлифование основания хвостовика |
Плоскопрофильный шлифовальный типа ЛШ-220 |
14 |
Шлифование переднего торца хвостовика и радиуса на торце |
Плоскопрофильный шлифовальный типа ЛШ-220 |
15 |
Шлифование заднего торца хвостовика и радиуса на торце |
Плоскопрофильный шлифовальный типа ЛШ-220 |
16 |
Шлифование профиля типа «зиг» бандажной полки со стороны спинки |
Плоскопрофильный шлифовальный типа ЛШ-220 |
17 |
Шлифование профиля типа «зиг» бандажной полки со стороны корыта |
Плоскопрофильный шлифовальный типа ЛШ-220 |
18 |
Шлифование полок хвостовика со стороны корыта и спинки под угол |
Плоскошлифовальный типа ЗГ71М или ЗУ711В |
19 |
Сборка комплекта лопаток в технологический диск |
Слесарный верстак |
20 |
Шлифование профиля лабиринта бандажной полки |
Специальный шлифовальный с ЧПУ или токарно-лобовой модернизированный |
21 |
Доработка и полирование радиусов по профилю торцов хвостовика и контуру бандажной полки |
Полировальная бабка |
22 |
Стабилизирующий отжиг |
Вакуумная печь СЭВ5,5/11,5 |
23 |
Контроль внутренней полости по расходу воздуха (воды) через лопатку |
Специальные установки |
24 |
Контроль геометрии пера и хвостовика, полок, шероховатости поверхностей Контроль методом ЛЮМ |
Контрольный стол. Специальные приборы Специальная установка |
25 |
Изоляция отверстий входной кромки, щели на выходной кромке |
Стол. Специальная паста АК-107 |
26 |
Нанесение защитных покрытий: ионноплазменное напыление; циркуляционное апитирование; в перспективе нанесение термобарьерного покрытия |
Установка МАП-1 Циркуляционная установка ДА-1 Установка EV-PVD |
27 |
Диффузионный отжиг лопаток |
Вакуумная печь СЭВ 5,5/11,5 |
28 |
Контроль качества нанесения покрытия |
Микроскоп |
Основные технологические базы для обработки пера, хвостовика и бандажной полки: установочная база - поверхности хвостовика и бандажной полки (три опорные точки), направляющая база - боковые поверхности хвостовика и бандажной полки (две опорные точки) и опорная база - поверхность бандажной полки со стороны спинки (одна опорная точка).
Независимо от конструкций лопаток турбины технологические процессы их размерной обработки можно представить следующими схемами:
рабочие лопатки турбины из штампованных заготовок: обработка баз, электрохимическая обработка и полирование пера, обработка хвостовика и бандажной полки;
рабочие лопатки из литых заготовок: получение перфорационных отверстий на пере, обработка хвостовика, бандажной полки.
Базовые поверхности на хвостовике и технологической бобышке фрезеруют, шлифуют, реже - протягивают.
После обработки баз фрезеруют (шлифуют) входные и выходные кромки и предварительно обрабатывают клин хвостовика. Елочный замок хвостовика обрабатывают в два этапа: сначала клин, а затем елочный профиль замка. Елочный профиль обрабатывают фрезерованием, шлифованием, протягиванием (редко) или сочетанием этих методов.
ОСНОВНЫЕ ОПЕРАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ЛОПАТОК ТУРБИНЫ
Профиль хвостовика обрабатывается от промежуточных технологических базовых поверхностей, расположенных на боковых поверхностях полки хвостовика и бандажной полки со стороны спинки пера и торцевых поверхностей полки хвостовика и бандажной полки со стороны входной кромки. Осевая фиксация лопатки выполняется упором в точку на трактовой поверхности бандажной полки со стороны спинки пера.
Для елочного профиля хвостовика используются заготовки лопаток с обработанным клином.
Елочный профиль хвостовика можно получать фрезерованием за одну или две операции в зависимости от глубины профиля.
Вследствие низкой обрабатываемости материалов лопаток турбин лезвийными методами наметилась тенденция применения процессов шлифования, особенно глубинного высокоскоростного (инструментом из кубического нитрида бора на металлической связке) и электрохимического. Процессы глубинного шлифования используются при обработке поверхностей замков лопаток, а процессы высокоскоростного и электрохимического шлифования - для элементов, имеющих сравнительно небольшие припуски. Современные технологии шлифования позволяют уменьшить число операций механической обработки совмещением предварительной, черновой и чистовой обработок и обеспечить высокую точность и качество поверхностного слоя сложнопрофильных элементов лопаток. Типовые технологические схемы обработки поверхностей хвостовика лопаток: елочного профиля, основания хвостовика, переднего и заднего торцов - приведены в разделе 4.2. В перспективе до 70 % операций механической обработки лопаток турбин из литых заготовок будет выполняться с применением глубинного шлифования.
В настоящее время обработка елочного профиля хвостовика рабочих лопаток турбин осуществляется на специальных двухшпиндельных станках с ЧПУ, например SS-13 фирмы «Эльб-Шлиф» (Германия), методом глубинного шлифования.
При глубинном шлифовании на станке SS-13 высоких требований, предъявляемых к качеству обработки елочного профиля, удается добиться благодаря специально разработанной схеме одновременного двухстороннего формообразования за одну операцию в два прохода чернового и одного прохода чистового. Перед чистовым проходом производится обязательная правка кругов алмазным роликом.
При обработке на одношпиндельном шлифовальном станке скосов наружных поверхностей, полок хвостовика со стороны входной и выходной кромок, канавок на основании и выходном торце хвостовика в качестве инструмента применяются моно- и многослойные прецизионные круги из кубического нитрида бора (КНБ). Охлаждение зоны обработки производится маловязкими маслами.
Для увеличения жесткости заготовки и повышения точности обработки целесообразно использовать заливку лопаток в брикеты.
Базирование заготовок лопаток в камере для заливки осуществляют по трем точкам в крайних сечениях пера, входной кромке и в точке на трактовой поверхности полки хвостовика.
Отделка трактовых поверхностей лопаток турбин из литых заготовок может выполняться на струйных гидроабразивных установках экструзионной абразивной или объемной абразивной обработкой.
Применение этих способов обеспечивает снижение шероховатости и поверхностное упрочнение. Матовая поверхность деталей, обработанных этими способами, позволяет выявить различные дефекты материала. Ниже приведены характеристики установки для струйно-абразивной обработки ЭЗ-86, используемой на некоторых предприятиях.
Техническая характеристика установки ЭЗ-86:
наибольшие размеры обрабатываемых деталей 360 х 150 мм;
количество позиций барабана 8;
давление воздуха 0,2 ... 0,6 МПа;
средний расход сжатого воздухам 4 м3/мин;
средний расход абразива 0,5 кг/ч;
габариты установки 1710 х 1500 х 2100 мм;
масса установки 1300 кг.
Обработка производится на следующих технологических режимах:
угол атаки 45 ... 60 град;
расстояние от торца сопла до обрабатываемой поверхности 50 ... 80 мм;
давление сжатого воздуха 0,3 .. 0,5 МПа;
частота вращения детали 1 ... 8 об/мин; количество двойных ходов 28 в мин;
время обработки одной детали (общее) 3 ... 5 мин;
абразивное зерно 24А10/24А20;
концентрация абразива в суспензии воды 25 ... 30 %.
Эта установка используется также для формообразования радиусной поверхности по периметру щели выходной кромки, обработки трактовых поверхностей лопаток турбины, снятия нагара с трактовых поверхностей лопаток турбины после сдаточных испытаний взамен травления и ручной зачистки, снятия алитированного слоя при ремонте лопаток турбины, подготовки трактовых поверхностей лопаток турбины под нанесение жаростойкого покрытия.
Технологии обработки сопловых и рабочих лопаток аппаратов турбин существенно различаются.
Например, обработка наружных, внутренних и торцевых поверхностей полок выполняется комплектно на токарно-лобовых станках точением или шлифованием с применением шлифовальных головок, которыми оснащаются токарные станки. Схема обработки сопловых лопаток на двухстоечном карусельно-шлифовальном станке в режиме глубинного шлифования представлена на рис. 2.32. По этой схеме за две операции возможна обработка наружных, внутренних и торцевых поверхностей полок со стороны входной и выходной кромок как комплекта, так и отдельных лопаток, в том числе залитых в брикет легкоплавкого сплава.
Защитные покрытия для лопаток турбины. Для защиты от окисления и газовой коррозии на перо и внутреннюю полость лопаток турбин наносятся жаростойкие покрытия.
К ним предъявляются следующие основные требования:
высокая жаростойкость в условиях воздействия газовой среды. Материал, используемый в качестве покрытия, должен обеспечивать образование тонкой защитной оксидной пленки с хорошей адгезией и минимальной диффузионной проницаемостью;
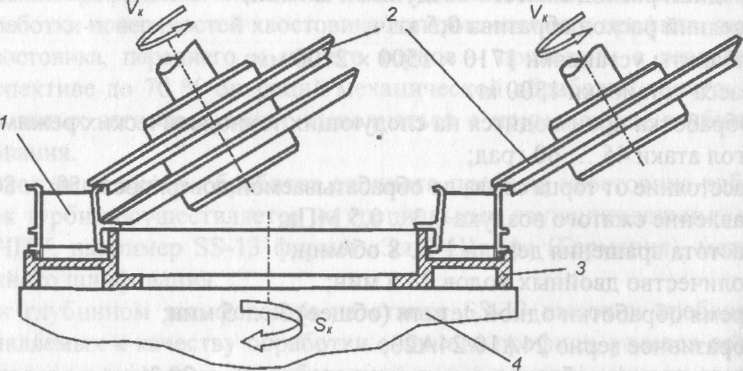
Рис. 2.32. Схема обработки сопловых лопаток на двухстоечном карусельно- шлифовальном станке в режиме глубинного шлифования:
1 - сопловая лопатка; 2 - шлифовальный круг; 3 - приспособление; 4 - стол (карусель)
высокая фазовая и структурная стабильность защитного покрытия. Покрытие должно обладать низкой скоростью диффузионного взаимодействия с защищенным материалом, быть достаточно инертным и стабильным по толщине в течение всего срока его эксплуатации;
достаточные прочность, вязкость и пластичность покрытия, предотвращающие преждевременное его разрушение под действием циклических термомеханических нагрузок;
однородность химического состава и структуры, равномерность по толщине, отсутствие технологических дефектов. Покрытия не должны образовывать хрупких соединений с базовым материалом в процессе эксплуатации. Физико-механические характеристики покрытий не должны оказывать неблагоприятного влияния на механические свойства сплавов.
Наиболее удовлетворительным комплексом свойств обладают покрытия алюминидного класса, т.е. покрытия, образующие на поверхности в процессе эксплуатации защитную оксидную пленку, состоящую из оксида А1203.
Покрытия получают диффузионными способами и напылением. Диффузионные покрытия формируются в процессе диффузии в поверхностный слой легирующих элементов из насыщающей среды. В переходной зоне между покрытием и основой чаще всего наблюдается постепенное снижение концентрации диффундирующих элементов. При диффузионном насыщении изменение размеров детали незначительно.
Напыленные покрытия, как правило, имеют резкую границу с подложкой с минимальной диффузионной зоной. Их основным преимуществом являются широкие возможности по управлению составом покрытия.
Нанесение жаростойких покрытий может быть проведено различными способами, такими, как порошковый, шликерный, плазменный, электронно-лучевой, катодное распыление, лазерное осаждение покрытий и др.
Диффузионное насыщение поверхности алюминием и образование на поверхности плотного алитированного слоя с высокой концентрацией алюминия (30 ... 50 %) предохраняют поверхность деталей (лопаток) из жаропрочных сплавов на никелевой основе от интеркристаллитного окисления и обеднения твердого раствора алюминием и молибденом.
Наиболее распространенным способом алитирования является насыщение поверхности порошкообразной смесью с хлоридами. Порошковый метод нанесения позволяет получить покрытия, когерентно связанные с основным материалом за счет диффузионного проникновения легирующих элементов в поверхностные слои материала лопаток. Это придает покрытию физико-механические свойства, близкие к свойствам основного материала, что в условиях термоциклических нагрузок предотвращает образование трещин в слое (за счет близких коэффициентов линейного расширения).
К недостаткам порошкового метода следует отнести сложность и трудоемкость изготовления порошковых смесей, необходимость нагрева лопаток вместе с порошками до высоких температур, сложность защиты поверхностей, не требующих нанесения покрытий, вредность при работе с мелкодисперсионными порошковыми смесями.
Алитирование шликерным методом включает в себя приготовление суспензии из порошка алюминия и связующего, нанесение ее на поверхность пера и диффузионный отжиг. В качестве связующего используется нитроклетчатка, которая растворяется в смеси анилового эфира уксусной кислоты с диэтиловым эфиром щавелевой кислоты, взятых в соотношении 3:1. На поверхность пера лопаток суспензию наносят пульверизатором, а места, не подлежащие алитированию, предохраняют специальными экранирующими приспособлениями. Диффузионный отжиг осуществляется в вакуумных печах. Глубина алитированного слоя, составляющая 20 ... 50 мкм, контролируется после диффузионного отжига металлографическим методом на образцах, алитируемых одновременно с лопатками, или на самих лопатках. Установлено, что прочность и пластичность никелевых сплавов не снижаются после алитирования шликерным методом. Алитирование повышает сопротивление термической усталости на 30 %.
Для нанесения покрытий широко используются также вакуумно- плазменные установки МАП-1 и МАП-2.
Для снижения шероховатости поверхности и пористости покрытия используется финишная обработка микрошариками, или виброполирование, которое обеспечивает шероховатость поверхности Ra = 0,32 ... 0,64 мкм.
В то же время такая обработка приводит к измельчению зернистой структуры, возрастанию числа кристаллографических дефектов, что не может не сказываться на увеличении скорости диффузии элементов в покрытии и снижении стабильности его структуры.
Циркуляционный метод получения диффузионных покрытий из газовой фазы имеет ряд преимуществ по сравнению с упомянутыми выше методами. Его отличают простота исполнения, возможность нанесения многокомпонентных покрытий на наружную и внутреннюю поверхности лопатки одновременно, экологическая чистота процесса.
По сравнению с технологией получения покрытий в порошковых смесях циркуляционный метод обеспечивает:
повышение качества покрытия за счет более высокой чистоты по примесям, высокой сплошности, равномерности;
сокращение расхода исходных материалов в 50 ... 100 раз (безотходная технология);
сокращение технологического цикла в 1,5 ... 2,5 раза;
снижение трудоемкости процесса в 3,5 раза, в том числе за счет резкого сокращения доли ручного труда;
экономию электроэнергии в 9,5 раз (энергосберегающая технология);
возможность получения покрытий на изделиях с профилем любой степени сложности и любых размеров, в частности на внутренних поверхностях охлаждаемых лопаток турбин, в том числе на внутренних поверхностях тонких каналов, щелей, отверстий (0 0,5 ... 1 мм) большой протяженности.
Средняя разница по толщине слоя на наружной и внутренней поверхностях лопатки не превышает 15 %.
Упрочнение и восстановление контактных поверхностей бандажных полок. Вследствие высоких вибрационных, контактных и термических нагрузок в местах сопряжения бандажных полок происходит интенсивный износ.
Повышение износостойкости контактных поверхностей бандажных полок лопаток ГТД и восстановление изношенных лопаток является весьма актуальной и одновременно сложной задачей, обусловленной металлургическими особенностями никелевых сплавов типа ЖС6У и ЖС6К, которые относятся к классу несвариваемых плавлением.
На ММПП «Салют» используется метод высокотемпературной пайки в вакууме. Пайка производится методом дугового разряда с полым катодом (ДРПК) (рис. 2.33). Неплавящимся катодом в ДРПК служит полый цилиндр, выполненный из тугоплавкого металла (тантала или вольфрама), с внутренним отверстием диаметром от 2 до 6 мм, через которое подается плазмообразующий газ (аргон) с расходом 0,1 ... 0,3 мг/с.
Рис. 2.33. Газоразрядное электродуговое устройство с расходным магнитоуправляемым полым катодом
Благодаря этому внутри полости катода всегда имеются условия, обеспечивающие необходимую концентрацию плазмы при любых сколь угодно малых внешних давлениях в вакуумной камере (рис. 2.34). Контакт плазмы дугового разряда с полым катодом осуществляется по внутренней поверхности цилиндра.
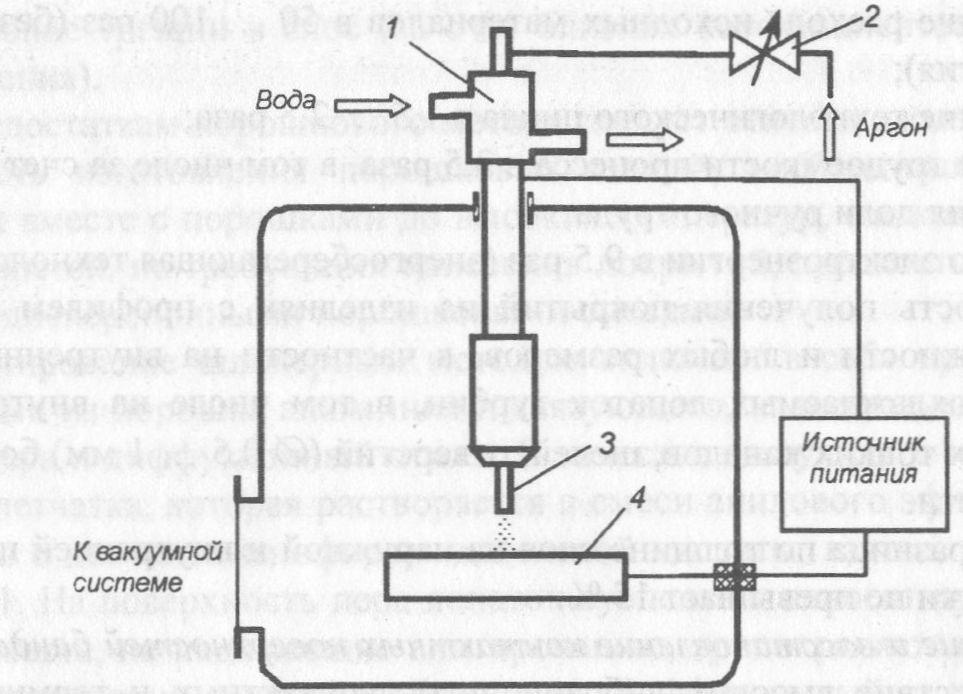
Рис 2.34. Схема пайки методом ДРПК:
1 - система охлаждения, 2 - регулирование подачи плазмообразующего газа; 3 - полый катод; 4 - паяемое изделие
При этом полые термоэмиссионные катоды обеспечивают стабильное, в том числе и на малых токах, существование разряда.
Для напайки пластин на контактные поверхности применяется припой ВПр27 на никелевой основе, который имеет сравнительно низкую температуру пайки (1170 ... 1180 °С) и может быть получен в виде аморфной фольги толщиной 30 ... 60 мкм.
В качестве материала напаиваемых пластин используют сплавы ВКНА-2, ВЖЛ-15, ВЖЛ-2, обладающие необходимой жаростойкостью и твердостью при высоких температурах.
Напаиваемые пластины прижимаются к поверхности давлением порядка 2 ... 3 МПа. Специализированное приспособление позволяет загружать в вакуумную камеру 40 ... 50 лопаток.
После загрузки приспособления с лопатками в камеру и получения в результате откачки рабочего давления порядка (6 ... 8) x 10-2 Па при подаче через полый катод аргона осуществляется процесс пайки. Для напайки пластин размером 5 х 3 х 1,5 мм к контактным поверхностям рабочей лопатки первой ступени ТВД оптимальным был следующий режим ДРПК: ток разряда от 12 до 15 А, напряжение от 32 до 34 В, длина дугового промежутка разряда от 20 до 23 мм, диаметр полости танталового катода 3,0 ... 3,2 мм.
После пайки лопатки подвергаются термообработке при 950 °С в течение трех часов, последующей механической обработке и контролю люминесцентно-цветовым методом зоны пайки.
Толщина паяного шва припоя ВПр27, как правило, не превышает 5 ... 7 мкм.
2.5. КОНТРОЛЬ КАЧЕСТВА ИЗГОТОВЛЕНИЯ ЛОПАТОК
По контрольному образцу (эталону) в действующем производстве, кроме геометрических размеров, контролируется:
заправка (скругление) радиусов кромок пера лопаток;
радиус сопряжений пера с хвостовиками и полками;
шероховатость и волнистость поверхностей.
Кроме того, должны контролироваться размеры, формы и расположение пера (рис. 2.35) и хвостовика (рис. 2.36).
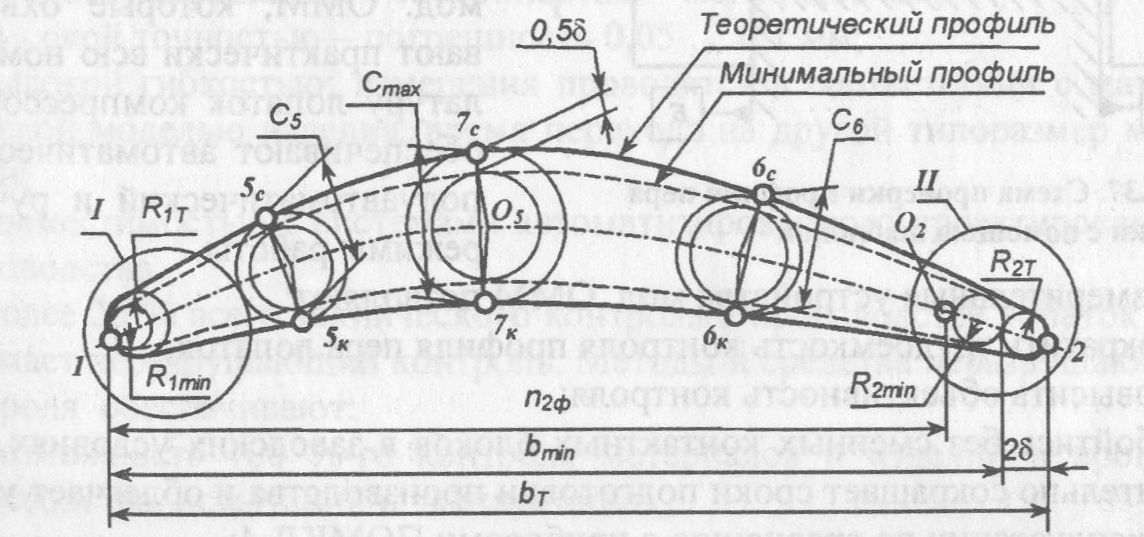
Рис. 2.35. Минимальный и теоретический профили лопаток компрессора
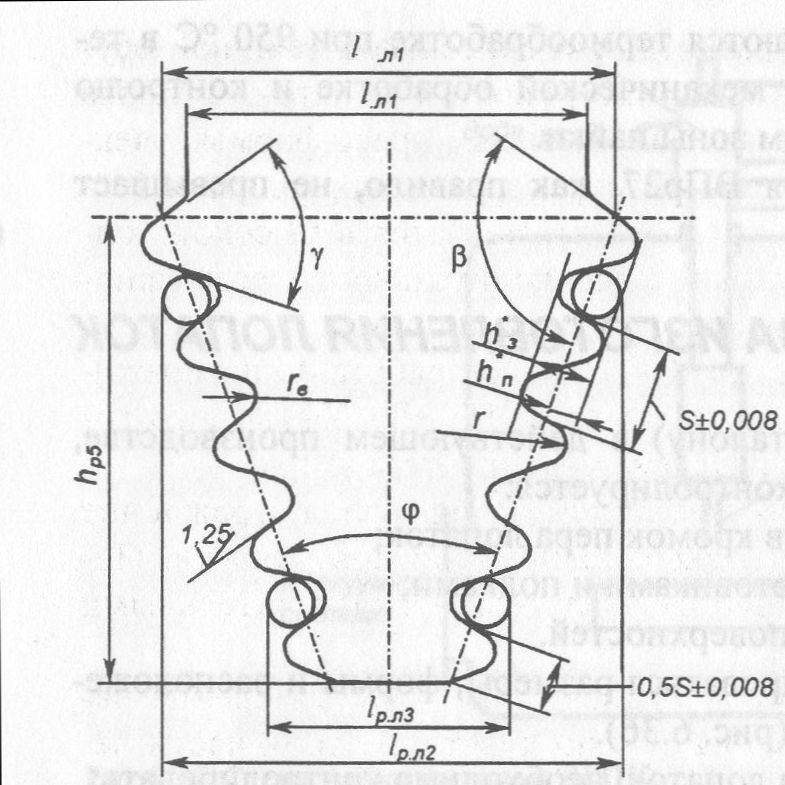
Рис. 6.36. Профиль поперечного сечения хвостовика лопатки турбины
Помимо размеров хвостовиков лопаток, необходимо контролировать:
размеры хвостовиков лопаток турбины и компрессора по длине;
углы установа хвостовиков лопаток турбины и компрессора;
непараллельность боковых сторон хвостовиков лопаток компрессора типа «ласточкин хвост» на расчетной высоте по длине хвостовика;
перекос рабочих поверхностей зубьев одной гребенки относительно другой на длине хвостовика типа «елка» рабочих лопаток турбин;
взаимное смещение рабочих поверхностей зубьев одной гребенки хвостовика относительно другой в направлении плоскости симметрии хвостовика типа «елка» рабочих лопаток турбин;
конусность зубьев по роликам по длине хвостовика типа «елка» рабочих лопаток турбин.
Основным прибором, используемым на предприятиях для контроля профиля пера широкой номенклатуры лопаток, является оптико-механический прибор ПОМОМ.
Прибор предназначен для контроля размеров, формы профильных сечений пера готовых лопаток и заготовок с припусками по профилю не более 1,5 мм на сторону. Одновременно проверяется угол закрутки и величина смещения сечения профиля относительно технологических баз.
На практике часто используется контроль специальными шаблонами и индикаторными приборами (рис. 2.37).
Рис. 2.37. Схема проверки профиля пера лопатки с помощью шаблонов
Более совершенными в отношении точности и производительности являются приборы мод. ОММ, которые охватывают практически всю номенклатуру лопаток компрессора и обеспечивают автоматический, полуавтоматический и ручной режимы работы.
Измерительные устройства мод. ОММ позволяют:
сократить трудоемкость контроля профиля пера лопаток;
повысить объективность контроля;
обойтись без сменных контактных блоков в заводских условиях, что значительно сокращает сроки подготовки производства и облегчает условия эксплуатации по сравнению с приборами ПОМКЛ-4;
механизировать контроль профиля пера лопаток.
Перспективным направлением развития измерительной техники, осуществляемым при контроле трактовых поверхностей лопаток, а также хвостовиков и технологической оснастки (штампы, пресс-формы, электроды, катоды и др.) с большим количеством параметров, является бесконтактный метод, преимущество которого заключается в высокой точности измерения, сравнительно высокой производительности, возможности измерения разнообразных по форме и размерам лопаток.
Лазерные компьютерные системы «ОПТЭЛ» разработаны и тиражируются Научно-внедренческим предприятием «ОПТЭЛ» Уфимского государственного авиационного технического университета (УГАТУ).
В этих системах для проведения измерений используется ограждение сфокусированного лазерного луча от контролируемой поверхности. Положение отраженного луча фиксируется аналоговыми чувствительными детекторами.
Поворот измеряемой поверхности относительно оси измерения заставляет сфокусированное пятно двигаться по чувствительной части детектора. Детектор производит небольшие фототоки, которые после соответствующей обработки дают непосредственную информацию о позиционном смещении поверхности относительно оси измерения. Системы «ОПТЭЛ-Л» характеризуются:
возможностью проводить автоматические компьютерные измерения трехмерных объектов;
автоматизацией трудоемких измерений, исключением субъективности и обеспечением 100 %-го контроля с регистрацией результатов в базе данных;
высокой производительностью: время измерения 1-го сечения 2 ... 4 с, всего пера лопатки более 20 с (до 100 лопаток/ч);
высокой разрешающей способностью - менее 0,05 мм;
высокой точностью - погрешность 0,05 ... 0,1 мм;
высокой гибкостью: измерения проводятся в соответствии с математической моделью изделия, время перехода на другой типоразмер менее 1 мин;
совместимостью с системами автоматизированного проектирования и производства.
Более 25 % всего технического контроля в производстве лопаток ГТД занимает неразрушающий контроль. Методы и средства неразрушающего контроля обеспечивают:
возможность 100 %-го контроля материалов и изделий в процессе производства, испытаний и эксплуатации;
возможность прогнозирования отказов при контроле лопаток в условиях эксплуатации.
Для выявления трещин, раковин, пор, включений, а также для контроля толщины стенок покрытий на лопатках применяются капиллярные, радиационные, ультразвуковые, токовихревые и другие методы.
Рентгеновский толщиномер РТ-1 используется для измерения толщины покрытия и контроля многокомпонентных покрытий путем определения концентрации отдельных компонентов по глубине (рис. 2.38).
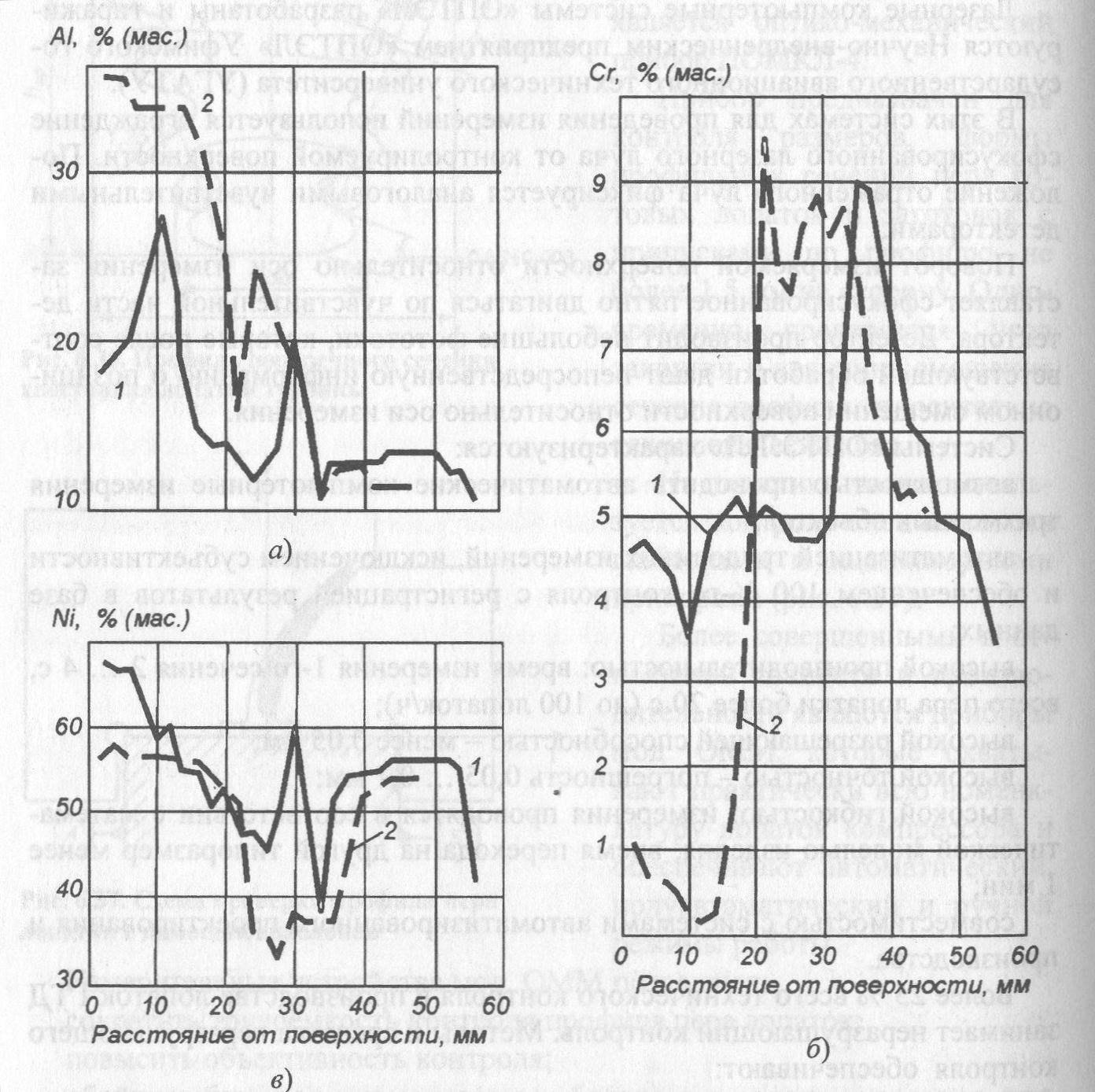
Рис. 6.38. Распределение легирующих элементов - алюминия (а), хрома (б), никеля (в) - в диффузионном слое монокристаллических лопаток из жаропрочного сплава ЖС32М:
I - после алитирования (Ni-Cr-Al-Y) порошковым методом; 2 - после алитирования методом ВПТВЭ на установке МАП-1
Контроль частоты собственных колебаний рабочих лопаток компрессора и турбины выполняется после окончательной механической обработки возбуждением лопаток, зажатых за хвостовик в приспособлении на специальных стендах.
При дефектоскопическом травлении выявляются прижоги, трещины, волосовины, другие несплошности, инородные включения.
Лопатки, выполненные из немагнитных материалов, исключают использование магнитных методов контроля. Поэтому для контроля таких изделий применяются капиллярные методы, основанные на проникновении индикаторных жидкостей в полости поверхностных несплошностей материала и регистрации образующихся индикаторных следов визуальным способом или с помощью преобразователя.
Выявление поверхностных дефектов на лопатках методом люминесцентного контроля базируется на физическом явлении флюоресценции, сущность которого заключается в том, что некоторые вещества под действием света начинают светиться сами.
Основными этапами проведения капиллярного контроля методом ЛЮМ1 -ОВ являются следующие.
1. Подготовка лопаток к контролю, которая состоит в обезжиривании и промывке. Эти операции аналогичны соответствующим операциям при подготовке лопаток под дефектоскопическое травление.
2. Обработка лопаток дефектоскопическим материалом - заполнение полостей дефектов индикаторным пенетрантом, удаление избытка индикаторного пенетранта, нанесение проявителя.
3. Контролируемую лопатку погружают в ванну с флюоресцирующей жидкостью, обладающей способностью светиться под действием ультрафиолетового света. При наличии в лопатке трещин, пор и других дефектов жидкость проникает в них.
4. После просушки лопатки для усиления свечения в местах дефектов покрывают тонко измельченным проявляющим порошком, изготовленным из окиси магния, впитывающим в себя жидкость из трещины. Порошок удаляют с лопаток легким встряхиванием. В местах дефектов порошок остается.
5. Обработанную таким образом лопатку облучают в темном помещении ультрафиолетовым светом ртутно-кварцевой лампы, видимая область спектра которой отфильтровывается (поглощается стеклом с окисью никеля).
Контроль производят на специальном приборе - люминескопе, схема которого приведена на рис. 2.39.
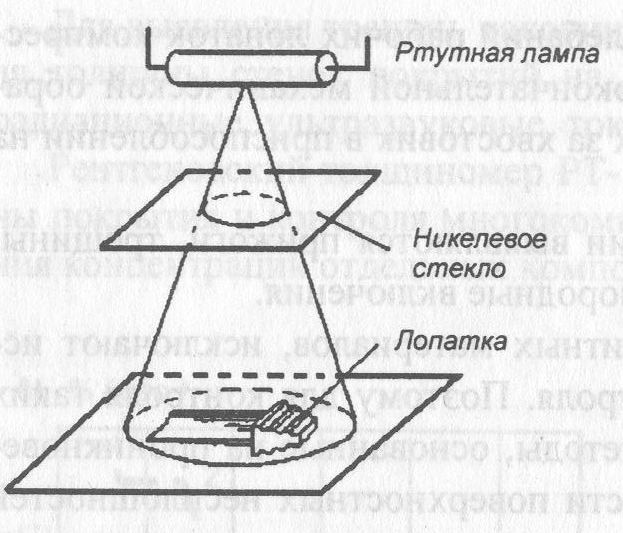
Рис. 2.39. Схема контроля лопатки на люминескопе
Ультрафиолетовый свет вызывает явление флюоресценции в местах дефектов, т.е. там, где прилип проявляющий порошок, впитывающий в себя жидкость. Свечение в месте дефекта имеет цвет, характерный для применяемой флюоресцирующей жидкости, и четко обрисовывает наружный вид самого дефекта.
Контроль поверхностных дефектов в пазах елочного профиля хвостовика рабочих лопаток турбин может быть выполнен методом вихревых токов.
Вихретоковый метод основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля.
Прибор позволяет выявлять дефекты нарушения сплошности по всему пазу. Минимальная величина надежно обнаруживаемой трещины по длине (вдоль паза) составляет 0,8 мм, по глубине 0,1 мм, по ширине менее 1 мкм.
Широкое распространение получили многомерные электронные приборы для комплексного контроля геометрических параметров лопаток, а именно: первичные преобразователи, в основном индуктивные; устройства, обеспечивающие подвод первичных преобразователей к контролируемой детали; устройства обработки и отсчета полученной информации.
Для контроля деталей сложной формы с большим количеством контролируемых параметров применяются координатно-измерительные машины с ЧПУ и автоматической обработкой результатов измерения, которые комплектуются круглыми столами в качестве четвертой оси, что дает возможность контролировать профиль пера лопаток по нормали. Круглые столы управляются механизмом и включены в программу измерений. Измерения выполняются контактным и бесконтактным способами.
Ряд иностранных фирм выпускает контрольные головки. Наиболее надежными считаются головки фирмы «Ренишо» (США). Погрешность определения положения этими головками ± 0,001 мм. Например, такие измерения используются на фрезерных станках фирмы «Лихти» при обработке межлопаточных каналов монолитных осевых рабочих колес и центробежных крыльчаток компрессора.
Ведущей фирмой, занимающейся разработкой приборов, основанных на принципе светового сечения, является фирма «Тейлор Гобсон» (Великобритания). В этих приборах оптическая система воспринимает изображение освещенной полоски на профиле пера и передает его в увеличенном виде на экран для сопоставления с шаблоном на прозрачном материале. В качестве источника излучения применяется лазер, а в качестве приемника - телевизионное устройство. Приборы Элотест фирмы «Роман» (США) и дефектоскопы фирмы «Ферстер» (США) предназначены для контроля деталей сложной конфигурации, в том числе лопаток. Эти приборы являются по своему уровню следующим этапом в развитии дефектоскопической вихретоковой аппаратуры.
3. ИЗГОТОВЛЕНИЕ ДИСКОВ
Диски компрессора и турбины, соединенные между собой и с валом, образуют ротор двигателя. Конструктивная форма дисков зависит как от вида их соединения, так и от условий работы дисков и ротора в целом. В процессе эксплуатации диски испытывают большие центробежные нагрузки в условиях значительного и неравномерного нагрева. Например, ободы дисков турбин нагреваются до температур 550 ... 800 °С, а ступицы - до 300 ... 500 °С. Это вынуждает использовать для их изготовления высокопрочные и жаропрочные сплавы. Для того чтобы обеспечить высокую жесткость ротора при его минимальной массе, используют сложные формы дисков, которые снижают их технологичность.
3.1. КОНСТРУКЦИЯ, ТЕХНИЧЕСКИЕ УСЛОВИЯ И МАТЕРИАЛЫ
Основными конструктивными элементами диска являются:
обод (венец) с пазами для крепления лопаток;
полотно (диафрагма);
фланцы, обеспечивающие связь с соседними дисками и валом;
ступица.
Диски различают по способу их" соединения в роторы (монолитные или сборные), а также по способу изготовления (кованые, штампованные, литые, сварные, паяные, спекаемые (из гранул)).
У дисков сборной конструкции КИМ значительно выше (достигает 0,4), но они имеют меньшую жесткость. Соединяются диски в роторы штифтами, призонными болтами, торцевыми шлицами и стяжной трубой, электронно-лучевой сваркой.
При штифтовом соединении диски собирают напрессовкой по посадочным (центрирующим) поясам с последующим креплением штифтами. Диски такой конструкции достаточно технологичны.
Диски, соединяемые призонными болтами, имеют системы точно расположенных отверстий с жесткими (± 0,05 мм) допусками. Эти отверстия обрабатывают по специальным кондукторам или на расточных станках, что увеличивает трудоемкость. Иногда обработка таких отверстий производится в сборе с сопрягаемыми деталями.
Достаточно высокую технологичность имеют диски, соединяемые торцевыми шлицами и стяжными болтами.
В сварном роторе диски предварительно центрируются по технологическим посадочным буртам и затем свариваются электронно-лучевой сваркой. Это один из наиболее перспективных способов соединения. Технологические бурты после сварки срезаются точением.
Монолитные роторы изготавливают из одной поковки точением. Они устанавливаются в основном на малоразмерных двигателях вертолетов. Конструкции таких роторов не технологичны.
В зависимости от способа соединения дисков с лопатками различают: монолитные диски (лопатки получают непосредственно на венце диска). Такие диски используют в ТНА и турбостартерах;
составные неразъемные (сварные или паяные);
разъемные с креплением лопаток в пазах диска. Такие диски могут иметь один или несколько венцов.
Крепление лопаток осуществляется, как правило, с помощью следующих видов пазов и элементов.
Пазы типа «ласточкин хвост» (рис. 3.1, а) используют для крепления лопаток в дисках компрессоров. Это технологичная конструкция паза. Пазы обычно обрабатываются протягиванием.
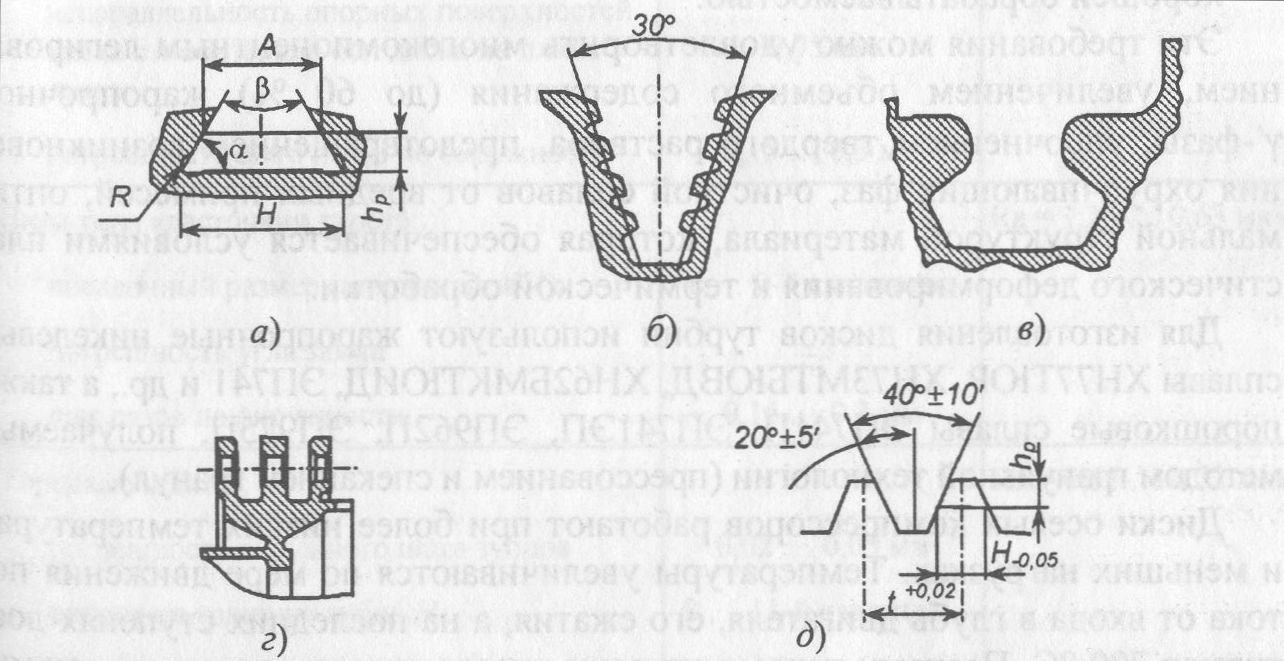
Рис. 3.1. Формы пазов в дисках для соединения с лопатками и торцевые шлицы для соединения дисков в ротор:
а - типа «ласточкин хвост»; б - елочного профиля; в - кольцевой паз типа «ласточкин хвост»; г - с шарнирным креплением; д- торцевые шлицы
Пазы елочного профиля (рис. 3.1, б) используются в основном для крепления лопаток на дисках турбины, иногда на дисках компрессора. Форма паза технологична. Пазы получают протягиванием.
Кольцевой паз типа «ласточкин хвост» представляет собой кольцевую проточку в ободе диска (рис. 3.1, в). Трудности изготовления таких пазов обусловлены необходимостью обеспечения точных углов при точении, сложностью или невозможностью контроля профиля паза. Отсюда меньшая технологичность.
Шарнирное крепление лопаток используется в сравнительно мало нагруженных роторах компрессоров (с малой частотой вращения) (рис. 3.1, д). Проточка пазов под проушины и обработка отверстий под штифты не вызывает больших затруднений, и этот вид крепления технологичен.
Технические условия на изготовление отдельных элементов дисков характеризуются величинами, приведенными в табл. 3.1.
Материалы дисков турбин должны обладать:
высокой прочностью и жаропрочностью в широком диапазоне температур;
низкой чувствительностью к концентрации напряжений;
высокой вязкостью;
высоким сопротивлением усталостному разрушению, в том числе малоцикловому;
высокой длительной прочностью и термической стабильностью;
хорошей обрабатываемостью.
Эти требования можно удовлетворить многокомпонентным легированием, увеличением объемного содержания (до 60 %) жаропрочной у'-фазы, упрочнением твердого раствора, предотвращением возникновения охрупчивающих фаз, очисткой сплавов от вредных примесей, оптимальной структурой материала, которая обеспечивается условиями пластического деформирования и термической обработки.
Для изготовления дисков турбин используют жаропрочные никелевые сплавы ХН77ТЮР, ХН73МТБЮВД, ХН62БМКТЮИД, ЭП741 и др., а также порошковые сплавы ЭП741П, ЭП741ЭП, ЭП962П, ЭП975П, получаемые методом гранульной технологии (прессованием и спеканием гранул).
Диски осевых компрессоров работают при более низких температурах и меньших нагрузках. Температуры увеличиваются по мере движения потока от входа в глубь двигателя, его сжатия, а на последних ступенях достигают 700 °С. Поэтому первые ступени иногда изготавливают из алюминиевых сплавов АК4-1, АК6-1, средние - из сталей 13Х12Н2В2МФА-Ш (рабочие температуры до 600 °С) и титановых сплавов ВТ18У, ВТЗЗ (рабочие температуры до 450 °С), а последние - из жаропрочных сплавов.
Таблица 3.1.
Элемент диска |
Требования по точности |
Требования по шероховатости |
Посадочные поверхности |
6 ... 7-й квалитеты |
Ra = 1,25 ... 0,32 мкм |
Лабиринтные канавки |
8 ... 10-й |
Ra = 2,5 ...1,25 мкм |
Отверстия под штифты |
8 ... 10-й |
Ra = 1,25 ...0,63 мкм |
Наружные и внутренние диаметры |
8 ... 11-й |
Ra = 2,5 ...1,25 мкм |
Остальные поверхности |
11 ... 12-й |
Ra = 2,5 ..1,25 мкм |
Биения наружных поверхностей относительно посадочных |
0,02 ... 0,1 мм |
|
Елочные пазы: |
|
Ra = 1,25 ... 0,63 мкм |
допуск на шаг зубцов |
0,02 мм |
|
допуск на ширину елочного паза |
0,02 ... 0,05 мм |
|
смещение опорных поверхностей елочного профиля одной стороны относительно другой |
0,02 ... 0,05 мм |
|
погрешность углов елочного профиля и трапеции паза |
±(5 ... 15') |
|
непараллельность опорных поверхностей замка относительно оси диска на длине замка |
0,05 мм |
|
погрешность шага пазов по окружности |
0,15 ... 0,3 мм |
|
Пазы типа «ласточкин хвост»: |
|
Ra = 1,25... 0,63 мкм |
посадочный размер (ширина паза А) |
8 ... 9-й |
|
погрешность угла замка |
±5' |
|
шаг пазов по окружности |
0,15 ... 0,3 мм |
|
Торцевые шлицы: |
|
Ra = 0,63 ... 0,32 мкм |
погрешность окружного шага зубцов |
0,02 ... 0,05 мм |
|
допуск на толщину зубца Н |
8 ... 11-й |
|
погрешность угла зубцов |
±10' |
|
Допуск на массу диска |
5 % расчетной массы диска |
|
3.2. ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДИСКОВ
ПОЛУЧЕНИЕ ЗАГОТОВОК
Заготовки дисков турбин и компрессоров получают штамповкой в закрытых штампах на ковочных машинах и мощных прессах. Форму заготовки стремятся максимально приблизить к форме готовых дисков. Припуски на механическую обработку обычно составляют 5 ... 6 мм на сторону, КИМ - около 0,1. Заготовки подвергают ультразвуковому контролю для выявления внутренних дефектов.
Для получения заготовок дисков используются также технологии горячего изостатического прессования порошков и гранул в газостате, обеспечивающие повышение КИМ, жаропрочности, пластичности и уменьшение веса. Этот способ предусматривает несколько этапов:
получение гранул.
При распылении расплавов на гранулы
имеет место очень высокая (до 106
°С/с) скорость кристаллизации, в результате
чего происходит измельчение выделений
![]() -
фазы и карбидов. Размеры гранул составляют
0,02 ... 0,4 мм. На их поверхностях не
допускается наличие загрязнений и
окисных пленок;
-
фазы и карбидов. Размеры гранул составляют
0,02 ... 0,4 мм. На их поверхностях не
допускается наличие загрязнений и
окисных пленок;
сортировка гранул по размерам и их очистка;
прессование дисков при температуре закалки сплавов в газостатах и давлении 200 МПа. Предварительно производится тщательная очистка среды от паров воды, кислорода и других газов;
термическая обработка после прессования.
Для дисков компрессора отрабатываются технологии получения заготовок с регулируемой структурой методом изостатического прессования порошков с разными механическими свойствами. Применяются также изотермическая штамповка и раскатка заготовок дисков компрессора и турбины в условиях сверхпластичности. Типовые виды заготовок представлены на рис. 3.2.
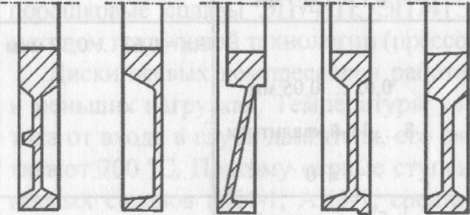
Рис. 3.2. Типовые виды заготовок дисков, получаемые изотермической раскаткой
Применение раскатки в условиях сверхпластичности существенно расширяет технологические возможности процесса, в том числе за счет резкого снижения мощности оборудования, трудоемкости и расхода материалов.
На ММПП «Салют» раскатку осуществляют на автоматизированной линии АЛРД-800.
Раскатные ролики устанавливают в исходную позицию, т.е. подводят к раскатываемой заготовке до касания и отводят по двум основным координатам с учетом возможного температурного расширения, удлинения роликов и перемещения шпинделей при опрессовке. После выравнивания температуры в печи осуществляется опрессовка заготовки пинолями, окончательный подвод роликов в исходную позицию, заготовке придается холостое вращательное движение, и одной или двумя парами роликов осуществляется формообразование.
Типовой представитель
раскатного диска показан на рис. 3.3.
Характерные размеры элементов диска:
припуск: 2,0... 2,5 мм (на сторону);
![]() = 450 ... 800 мм; (
= 450 ... 800 мм; (![]() )/2
> 15 мм;
)/2
> 15 мм;
![]() = 40 ... 70 мм;
= 40 ... 70 мм;
![]() = 100 ... 350 мм; Н = 30 ... 100 мм;
= 100 ... 350 мм; Н = 30 ... 100 мм;
![]() = 30 ... 170 мм; р > 8 мм; hp
< 30 мм; hn
= 8 мм;
А >25 мм.
= 30 ... 170 мм; р > 8 мм; hp
< 30 мм; hn
= 8 мм;
А >25 мм.
Технические условия на изготовление:
штамповочные уклоны 5°;
предельные
отклонения на вертикальные размеры
![]() мм, диаметральные ± 1,0 мм, на наружный
диаметр
мм, диаметральные ± 1,0 мм, на наружный
диаметр
![]() мм;
мм;
маркировать ударным способом: шифр изделия, условный номер плавки, сплав;
направление вырезки образцов - хордовое;
допускаются дефекты на величину, равную половине припуска;
поверхность очистить дробеструйной или пескоструйной обработкой;
коробление до 1,0 мм;
радиусы переходов - 8 мм.
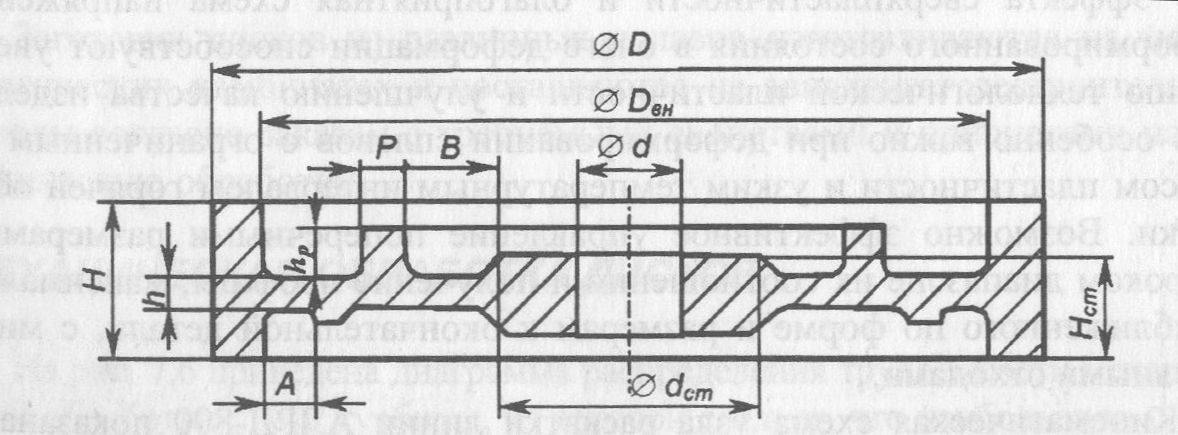
Рис. 7.3. Типовой представитель раскатного диска
Исходной заготовкой является шайба, на которую нанесено покрытие типа ЭВТ35, с подготовленной ультрамелкозернистой структурой. Процесс формообразования диска выполняется в нагретой печи. Существующая конструкция стана АЛРД-800 позволяет устанавливать заготовку в нагретую печь с помощью манипулятора, который обеспечивает захват заготовки со специально предусмотренного для этих целей стапеля из дополнительных печей для предварительного нагрева. В этом случае время прогревания заготовки сокращается до 10 ... 20 мин. Нагрев осуществляется до температуры деформации (для титановых сплавов 800 ... 1000 °С, жаропрочных никелевых сплавов 800 ... 1200 °С), затем выдерживается при этой температуре до полного прогревания заготовки по всему объему. После предварительного нагрева заготовку перемещают в печь для формообразования и зажимают между двумя шпинделями.
Ролик для изотермической раскатки заготовок дисков показан на рис. 3.4.
Рис. 3.4. Ролик для раскатки заготовок
Раскатка может осуществляться поперечным и продольным перемещением роликов одновременно или по отдельности. При этом обеспечивается подъем реборд, лабиринтных уплотнений, оформление полотна и обода диска. После окончательного формообразования заготовки ролики выводятся за пределы заготовки диска, а сама заготовка, закрепленная на оправке, удаляется манипулятором из зоны деформации после разжима шпинделей.
Изотермическая раскатка позволяет получать диски, наружный диаметр которых в 1,5 ... 2 раза превышает диаметр заготовки. Использование эффекта сверхпластичности и благоприятная схема напряженно- деформированного состояния в очаге деформации способствуют увеличению технологической пластичности и улучшению качества изделий. Это особенно важно при деформировании сплавов с ограниченным ресурсом пластичности и узким температурным интервалом горячей обработки. Возможно эффективное управление поперечными размерами в широком диапазоне их соотношений и получение профиля, максимально приближенного по форме и размерам к окончательной детали, с минимальными отходами.
Кинематическая схема узла раскатки линии АЛРД-800 показана на рис. 3.5.
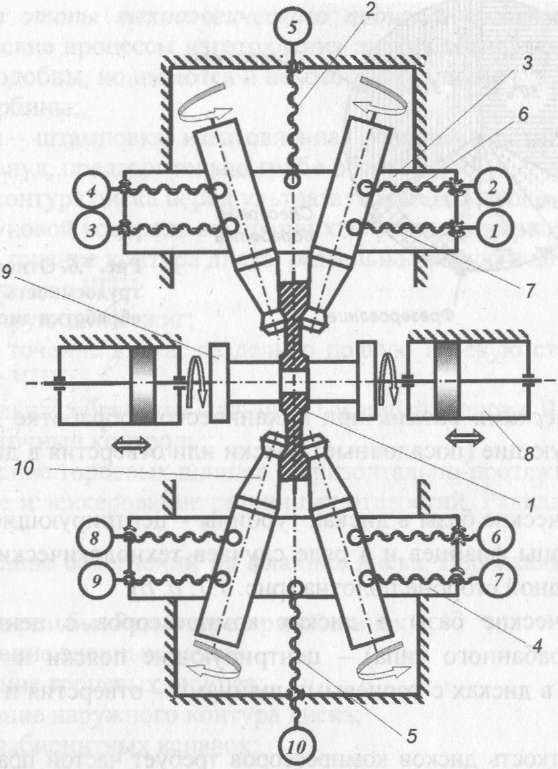
Рис. 3.5. Схема узла раскатки:
1 - раскатываемая заготовка диска; 2,5- механизм перемещения передней и задней кареток роликов; 3,4 - передняя и задняя каретки; 6, 7- механизмы угловой и поперечной подачи роликов; 8 - гидроцилиндр зажима заготовки; 9 - пиноль задняя; 10 - раскатной валок;
1-10 - координаты положения раскатных роликов
Заготовки дисков из различных сплавов изготавливаются на металлургических комбинатах и поставляются на авиадвигателестроительные заводы согласно заказам с требуемыми свойствами и припусками на механическую обработку.
МЕХАНИЧЕСКАЯ ОБРАБОТКА ДИСКОВ
На рис. 3.6 приведена диаграмма распределения трудоемкости механической обработки диска турбины, из которой следует, что наибольшую трудоемкость имеют операции протягивания, точения и доводочной обработки.
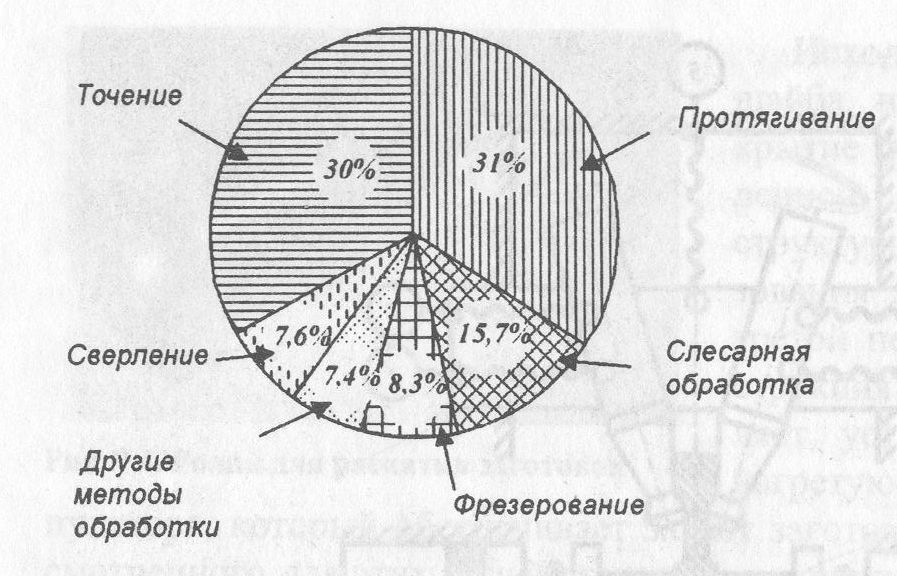
Рис. 3.6. Относительная трудоемкость механической обработки диска турбины
Технологическими базами при механической обработке дисков являются центрирующие (посадочные) пояски или отверстия в диске и торцы (рис. 3.7).
Технологические базы в дисках турбины - центрирующие пояски или отверстия, торцы фланцев и в ряде случаев технологический бурт с отверстием на одной стороне полотна (рис. 3.7, а, б).
Технологические базы в дисках компрессоров с центрирующими поясками (барабанного типа) - центрирующие пояски и торцы диска (рис. 3.7, в), а в дисках с торцевыми шлицами - отверстия и торцы диска (рис. 3.7, г).
Малая жесткость дисков компрессоров требует частой правки технологических баз, в ряде конструкций дисков торцы обрабатывают до трех раз.

Основные этапы технологического процесса изготовления дисков. Технологические процессы изготовления дисков компрессора и турбины во многом подобны, но имеются и некоторые различия.
Диски турбины:
заготовка - штамповка, изготовленная горячим изостатическим прессованием гранул, предварительно грубо обточена;
точение контура диска перед ультразвуковым контролем;
ультразвуковой контроль внутренних дефектов материала заготовки;
черновое точение контура диска, раздельно правую и левую стороны. Токарный станок с ЧПУ:
стабилизирующий отжиг;
чистовое точение диска, раздельно правую и левую стороны. Токарный станок с ЧПУ;
окончательная обработка фланцев. Токарный станок с ЧПУ;
промежуточный контроль;
протягивание торцевых шлицев. Горизонтально-протяжной станок; сверление и зенкерование различных отверстий. Радиально-сверлильный станок;
фрезерование облегчений на фланцах диска. Вертикально-фрезерный станок;
нарезание резьбы. Резьбофрезерный станок;
протягивание елочных пазов;
шлифование торцевых шлицев;
полирование наружного контура диска;
точение лабиринтных канавок;
окончательный контроль, в том числе люминесцентный;
стабилизирующий отжиг в аргоне или вакууме;
деформационное упрочнение микрошариками сопряжений.
Диски компрессора:
заготовка - штамповка, полученная методом порошковой металлургии;
точение диска перед ультразвуковым контролем;
ультразвуковой контроль внутренних дефектов материала диска;
черновое точение контура диска, раздельно правую и левую стороны;
полирование наружного контура диска перед травлением;
травление и рентгеновский контроль внешних и внутренних дефектов материала диска;
стабилизирующий отпуск;
чистовое точение контура диска, раздельно правую и левую стороны;
окончательное точение контура диска, раздельно правую и левую стороны;
протягивание пазов типа «ласточкин хвост» или точение кольцевого паза для установки лопаток;
сверление и зенкерование различных отверстий;
подрезка торцов с обеих сторон;
полирование наружных поверхностей контура диска;
окончательный контроль.
Характерными операциями при изготовлении дисков являются: точение наружного контура (диафрагм, фланцев) и центрирующих поясков;
обработка пазов для лопаток и торцевых шлицев; сверление и зенкерование отверстий; фрезерование облегчений; полирование.
Черновая и чистовая обработка поверхностей наружного контура дисков производится на токарных станках с ЧПУ раздельно или одновременно с двух сторон.
Елочные пазы и пазы типа «ласточкин хвост» обрабатываются на горизонтально-протяжных станках или специальных протяжных станках. Диск закрепляется в делительном приспособлении, устанавливаемом прямо или под углом в зависимости от направления паза. Протягивание осуществляется, как правило, комплектом, состоящим из предварительных и окончательных протяжек. Число протяжек составляет 7 ... 12 шт. в зависимости от геометрических размеров паза.
Формообразование пазов елочного профиля осуществляется по двум схемам резания: генераторной и профильной. Для получения требуемой шероховатости поверхности сложного профиля применяют протяжки, работающие по профильной схеме резания. Они обеспечивают более высокую точность обработки, чем протяжки, работающие по генераторной схеме. Из приведенной на рис. 3.8 схемы резания видно, что по первым шести переходам срезание припуска осуществляется по генераторной схеме резания, а окончательное формирование профиля - по профильной.
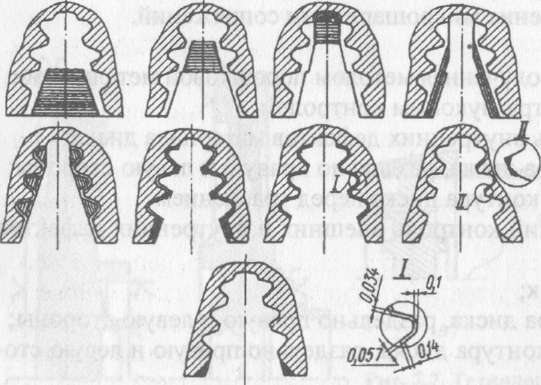
Рис. 3.8. Схема резания, применяемая при обработке пазов елочного профиля
Фасочные протяжки на зубьях паза (место II) работают на последнем переходе, поэтому заусенцы могут «завиваться» на окончательно обработанную поверхность зубьев, что нежелательно. Целесообразнее этот переход осуществлять перед профильной схемой резания, хотя это не всегда возможно из-за конструктивных особенностей паза.
На рис. 3.9 показаны формы донышка пазов елочного профиля, применяющиеся в дисках турбин, и схемы их резания. Так, при конструктивной форме и небольших размерах донышка, представленного на рис. 3.9, а, применяется только генераторная схема резания.
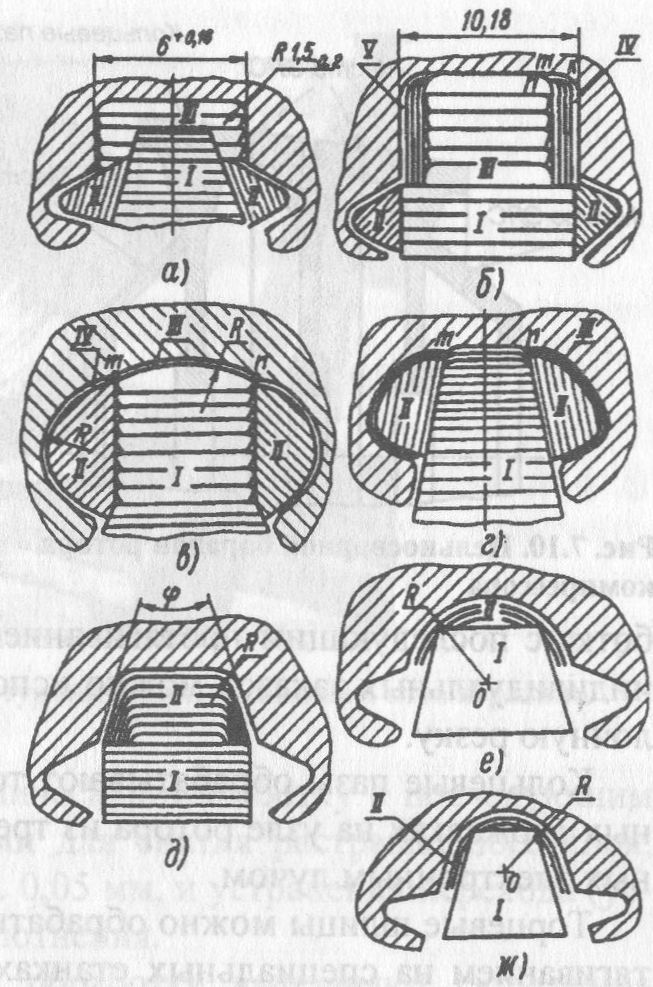
Рис. 3.9. Формы донышка пазов елочного профиля и схемы их резания (I ... V - номера переходов)
Увеличение размеров паза (см. рис. 3.9, б) позволяет до некоторой степени условно применить профильную схему резания. Фактически схема резания остается генераторной, но профиль образуется главными режущими лезвиями трех протяжек III ... V.
Профили, представленные на рис. 3.9, в, г, образуются по двум схемам: на участке тп по генераторной схеме резания главной режущей кромкой, остальная часть профиля по профильной схеме резания. Рассмотренные конструктивные формы донышка в технологическом отношении неблагоприятны: при их обработке увеличивается число протяжек, в местах сопряжения элементов профиля т и п образуются выступы (рис. 3.9, в, г) и площадки в виде к-т-п (рис. 3.9, б), которые являются концентраторами напряжений (в этих местах шероховатость обработанной поверхности не соответствует заданной по чертежу).
Наиболее приемлемые
в технологическом отношении конструктивные
формы донышка показаны на рис. 3.9,
д ... ж. Они
дают возможность использовать профильную
схему резания одной протяжкой, избежать
указанных выше недостатков, повысить
качество обработанной поверхности
и стабилизировать его по всему профилю.
Так, на Казанском моторостроительном
заводе, изменив форму донышка елочного
паза с прямоугольной на трапецеидальную,
применяют для окончательной обработки
профиля донышка профильную схему
резания. Внедрение профильной схемы
резания с одновременной оптимизацией
режимов резания позволило улучшить
шероховатость Rz обработанной поверхности
до 1,25, повысить долговечность протяжек,
снизить максимальный уровень
остаточных растягивающих напряжений,
уменьшить глубину и степень наклепа
и повысить
![]() с 1600 ... 1700 до 1800 ... 2000 МПа.
с 1600 ... 1700 до 1800 ... 2000 МПа.
Для получения елочных пазов иногда применяется электрохимическая обработка с последующим протягиванием. В опытном производстве или для индивидуальных заказов можно использовать электроэрозионную проволочную резку.
Кольцевые пазы обрабатывают точением набором резцов в специальных державках на узле ротора из трех и более дисков (рис. 3.10), сваренных электронным лучом.
Торцевые шлицы можно обрабатывать фрезерованием, круговым протягиванием на специальных станках, строганием или шлифованием фасонным абразивным кругом.
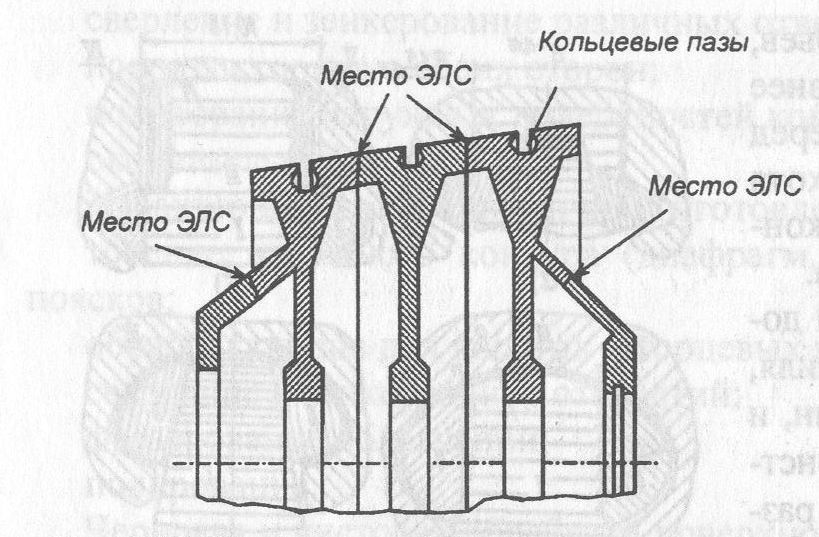
Рис. 3.10. Цельносварной барабан ротора компрессора
Отверстия во фланцах, диафрагмах и ступицах сверлятся по накладным кондукторам на обычных вертикально- или радиально-сверлильных станках.
При выполнении финишных операций используются дисковые щетки с ворсом из стальной проволоки сечением 1,2 ... 0,2 для снятия заусенцев и скругления кромок в пазах дисков и дисковые щетки с ворсом из морской травы для полирования кромок. Для этих целей применяется также обработка в псевдокипящем слое. Сущность процесса заключается во взаимодействии абразивных частиц с обрабатываемой поверхностью детали. Струя сжатого воздуха образует в камере, в которой размещены деталь и абразивный материал, кипящий слой абразива. Каждая частица обладает запасом кинетической энергии, которая, преобразуясь в работу резания, способствует отделению от обрабатываемой поверхности небольшой стружки. Микронагрев, вызываемый отделением стружки, устраняется потоком воздуха. Действие режущих кромок абразива непродолжительно и носит импульсный характер. В результате такой обработки получаются матовые поверхности без направленных рисок. Установка для обработки в псевдокипящем слое абразива приведена на рис. 3.11.
Рис. 3.11. Установка для обработки дисков турбин в псевдокипящем слое абразива
Можно использовать электрохимическую обработку с последующим полированием капроновыми щетками для снятия растравленного слоя, толщина которого составляет 0,02 ... 0,05 мм, и устранения перехода (уступа), образующегося на границе уплотнения.
С помощью электрохимической обработки выполняют скругления элементов пазов, радиус которых 0,5 ... 1,2 мм. В остальных случаях требуется слесарная доработка с применением бормашинок и ручная доработка шлифовальной шкуркой.
Основными технологическими направлениями повышения ресурса и надежности работы дисков компрессора и турбины являются деформационное упрочнение (виброупрочнение, струйно-гидравлический метод, обработка стальными или стеклянными шариками и др.); ионно-лучевая обработка наружных поверхностей.
Технический контроль дисков предусматривает проверку внутренних и внешних дефектов материала диска, геометрических размеров, формы и взаимного расположения поверхностей в соответствии с техническими условиями чертежа. Внешние дефекты проверяются визуально после травления и с помощью метода ЛЮМ-1. Внутренние дефекты диска определяются ультразвуковым методом. Размеры, форма и взаимное расположение поверхностей дисков контролируются механическими, оптико- механическими и пневматическими измерительными средствами. Елочные пазы проверяются с помощью проектора измерительного микроскопа, индикаторных приборов калибрами по роликам и на пневморотаметре. Для контроля пазов используются автоматизированные приборы.
4. ИЗГОТОВЛЕНИЕ МОНОКОЛЕС И КРЫЛЬЧАТОК
4.1. КОНСТРУКЦИИ И ТЕХНОЛОГИИ ПРОИЗВОДСТВА МОНОКОЛЕС
Для новых поколений ГТД характерной особенностью является замена традиционно используемых дисков с лопатками на моноколеса - бли- ски (от английского blisk: bladed disk) и аналогичные бездисковые кольцевые конструкции - блинги (от английского bling: bladed ring), рис. 4.1.
Для повышения жесткости, прочности и дополнительного облегчения конструкций типа блинг разработаны технологии кольцевых вставок из металлокомпозитов, например Ti-SiC (см. рис. 4.1).
Моноколеса и крыльчатки давно используются в производстве малых ГТД (для вертолетов, бизнес-авиации, наземной техники). Но только в последние годы их начинают применять для двигателей военной и гражданской авиации. Это обусловлено следующими причинами.
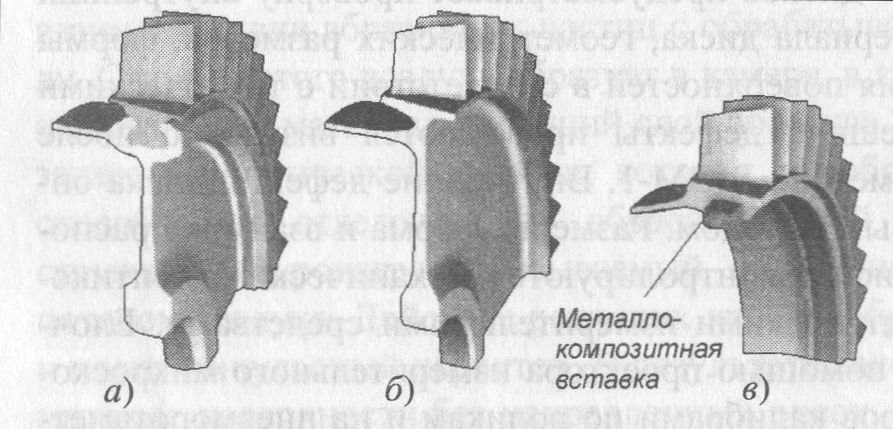
Рис. 4.1. Эволюция лопаточных машин:
a - традиционная конструкция; б - блиск; в - блинг
Моноколеса позволяют существенно уменьшить размеры обода диска за счет устранения замковых соединений и снизить вес конструкций типа «блиск» на -30 %, «блинг» на -70 %.
Стремление к повышению удельных параметров и одновременно создание компактных конструкций ГТД привело к тому, что несколько осевых ступеней компрессора стали заменять одним широкохордным моноколесом или крыльчаткой. Это позволяет увеличить угловую скорость вращения ротора (до 50 ... 80 тыс. об/мин) и напорность ступеней.
При уменьшении диаметра колес становится проблематичным размещение лопаток с хвостовиками на ободе диска.
Увеличение центробежных сил и, следовательно, контактных давлений и вибраций в замковых соединениях лопаток с диском приводит к фреттинг-коррозии, вызывающей снижение усталостной прочности и ускоряющей появление усталостных трещин, что в свою очередь способствует отрыву лопаток и выходу двигателя из строя. Снизить напряжения в соединении лопатки с диском можно благодаря применению высоконапорных моноколес.
Это связано также с успехами, полученными в области технологии обработки межлопаточных каналов, появлением прогрессивного оборудования и современным проектированием лопаточных машин.
Таким образом, несмотря на высокую трудоемкость изготовления, моноколеса имеют ряд преимуществ, которые на современном этапе позволяют им успешно конкурировать с осевыми сборными колесами компрессоров ГТД.
У двигателя пятого поколения EJ-200 ротор компрессора состоит из семи блисков, включая вентиляторный блиск с широкохордными лопатками. Несколько ступеней блисков имеет двигатель серии BRR 700. По мнению специалистов, отработанная технология изготовления моноколес в итоге оказывается экономически более выгодной, чем традиционное производство дисков и лопаток.
Западные производители ГТД используют для изготовления дисков три базовые технологии:
фрезерование лопаток в монолитной заготовке;
электрохимическая прошивка межлопаточных каналов после предварительного фрезерования или в монолитной заготовке;
сварка лопаток с диском методом линейной сварки трением.
Каждая из этих технологий имеет свои преимущества и недостатки и используется в зависимости от сложности формы лопаток, материала и габаритов.
Фрезерование блисков является традиционным способом. Он особенно эффективен при опытном производстве. В серийном производстве этот метод может быть экономически выгоден при изготовлении титановых блисков сравнительно небольших размеров. Блиски из высокопрочных сталей и никелевых сплавов получать фрезерованием неэффективно вследствие низкой обрабатываемости этих материалов. Фрезерованием невозможно получить очень тонкие лопатки. При изготовлении блиска из титанового сплава диаметром 500 мм, имеющего 85 лопаток с хордой 33 мм, одна лопатка фрезеруется в течение 15 мин. Скорость резания при черновой обработке составляет 100 м/мин, а при чистовой 300 м/мин. Такие высокие скорости резания, полученные путем оптимизации условий обработки, позволили увеличить производительность фрезерования на 50 %. Шероховатость рабочих поверхностей лопаток после фрезерования составляет Ra = 1,5 мкм. После фрезерования ручные доводочные работы не выполняются. В качестве финишной обработки используется виброполирование, а для предварительного прорезания пазов - абразивная струйная резка.
Электрохимическая обработка является эффективным способом серийного производства блисков средних и малых размеров. К достоинствам ЭХО можно отнести высокую стабильность, производительность, отсутствие износа электродов. При использовании ЭХО не требуется ручная доработка поверхностей. Современное технологическое оборудование позволяет эффективно автоматически контролировать параметры процесса. В то же время возникает ряд сложностей при подготовке производства. Это касается в первую очередь оптимизации формы электрода, выполняемой опытным путем в несколько итераций (до настоящего времени отсутствуют эффективные методики расчета формы электрода для таких сложных поверхностей, как лопатки). Требуется квалифицированный опытный персонал. Перед чистовой ЭХО пазы между лопатками могут быть предварительно получены фрезерованием или струйно-абразивной резкой.
Фирма MTU наладила серийное производство моноколес диаметром 650 мм, имеющих 40 лопаток с хордой 72 мм и высотой 100 мм, из титанового сплава Ti-6A1-4V. ЭХО выполняется после предварительного чернового фрезерования с припуском 2 мм при плотности тока 0,5 А/мм2 и подаче 1 мм/мин. Шероховатость поверхности после обработки составляет Rz = 5 ... 10 мкм, время обработки одной лопатки - 5 мин.
Линейная сварка трением. Метод был разработан для ремонта сильно поврежденных лопаток, которые не подлежали ремонту сваркой плавлением.
Этот метод пригоден не только для ремонта, но и для получения блисков с лопатками большого размера. Каждая лопатка приваривается отдельно (см. сварку трением).
Моноколеса относятся к наиболее ответственным деталям двигателя. Надежность и себестоимость их изготовления неразрывно связана с уровнем технологии производства.
На рис. 4.2 представлены фотографии моноколес, дающие представление о сложности их конструкции и изготовления.
Применяемые в отечественных ГТД моноколеса, несмотря на относительно небольшую номенклатуру, значительно отличаются друг от друга конструктивным исполнением.
Для изготовления моноколес в основном применяются титановые сплавы ВТЗ-1, ВТ5-1, ВТ-6, ВТ-8, ВТ-25, а также алюминиевые сплавы АК4-1, АК-6, ВД-17.
Размеры монолитных колес находятся в диапазоне 170 ... 700 мм по наружному диаметру и 25 ... 175 мм по ширине.
Количество лопаток, даже на колесах примерно одного диаметра, различно.
Высота лопаток составляет 0 ... 200 мм, причем для осевых колес она значительно выше, чем для центробежных.
Толщина лопаток составляет от 0,9 до 3,0 мм, что в значительной степени влияет на жесткость технологической системы и требует продуманного выбора технологических переходов при обработке, а в некоторых случаях применения промежуточной заливки межлопаточного пространства перед фрезерованием.
Точность изготовления профилей лопаток моноколес должна соответствовать ОСТ 102571-86 «Предельные отклонения размеров, формы и расположения пера», а шероховатость трактовых поверхностей - Ra = 0,32 ...0,63 мкм.
Почти во всех конструкциях монолитных колес профиль межлопаточного пространства строится с использованием простых образующих, что облегчает составление управляющих программ обработки. Отечественные 5-координатные фрезерные станки типа ДФ-224Р, ДФ-966, MA 55С5Н, имеющие угол поворота инструмента ± 22,5°, позволяют обрабатывать моноколеса с простой формой межлопаточных каналов по 3 ... 4 координатам. Фрезерование лопаток моноколес, имеющих сложные поверхности, на таких станках с достаточной технологической точностью невозможно, так как обработка должна производиться одновременно по 5 координатам. При этом два вращающихся стола станка должны находиться во взаимно перпенди кулярных плоскостях и иметь на вертикальном столе станка возможность поворота на 3600. 5-координатный обрабатывающий центр идеально подходит для изготовления турбинных моноколес (рис. 4.3) центробежного и осевого типов. Диапазон наклона поворотного стола от -60 до +1500. Фрезерование выполняется со спиральным и боковым входом инструмента.
Рис 4.3. Схема фрезерования лопаток турбинного моноколеса
На некоторых предприятиях отрасли, в том числе на ММПП «Салют», освоена и внедрена высокоточная размерная обработка межлопаточных каналов моноколес компрессоров на швейцарских станках фирм «Лихти» и «Штараг», для чего организован специализированный участок, на котором размещены фрезерные станки с ЧПУ, оборудование для перезаточки и контроля режущего инструмента, контрольные приборы.
Обработка межлопаточных каналов выполняется концевыми твердосплавными фрезами, изготовление, переточка и контроль которых осуществляется на 8-координатных шлифовальных станках с ЧПУ фирмы «Сафаг» (Швейцария).
На рис. 4.4 показан 5-координатный 4-позиционный станок фирмы «Лихти».
Отличительной особенностью этого оборудования является:
одновременная обработка четырех моноколес;
автоматическое бесступенчатое регулирование подачи с помощью системы «адаптивного контроля», специально разработанной для черновой и чистовой обработки;
температурная стабилизация (опоры шпинделя, межцентровое расстояние и т.п.) посредством охлаждения компрессором позволяет добиться максимальной частоты вращения шпинделя и улучшения точности обработки при многошпиндельном, многоместном длительном режиме работы.
Рис. 4.4. Фрезерный многопозиционный станок для обработки моноколес фирмы «Лихти»
Разработанный на предприятии технологический процесс изготовления моноколес включает следующие основные операции: заготовка - непрофилированная поковка (шайба); предварительная и окончательная обточка поковок на токарных станках MflW20;
предварительное и окончательное фрезерование межлопаточных каналов на станках с ЧПУ фирм «Лихти» или «Штараг»;
окончательная обработка межлопаточных каналов (полирование, скругление кромок пера лопаток на пневмомашинах типа СМ21-3-18000 борфрезами и войлочными кругами с накатанным абразивом);
контроль геометрии межлопаточных каналов, выполняемый непосредственно на фрезерном станке с ЧПУ, на котором вместо обрабатывающего инструмента устанавливается контрольная измерительная головка, выдающая информацию в системе ЧПУ станка на экран дисплея или распечатку отклонений. Контроль геометрии межлопаточных каналов может выполняться также на контрольно-измерительной машине.
С целью автоматизации процесса подготовки управляющих программ, выбора параметров режущего инструмента для предварительного и окончательного фрезерования и оценки формообразования используются математические модели межлопаточных каналов.
Фрезерование межлопаточных каналов на станках фирм «Лихти» и «Штараг» выполняется с достаточной точностью и шероховатостью поверхностей под окончательную безразмерную обработку.
Технология окончательной безразмерной обработки межлопаточных каналов отрабатывается на установках типа ВГМ в среде свободного абразива, где лопатки получают требуемую шероховатость поверхностей и заданный профиль входной и выходной кромок.
В отрасли имеется опыт изготовления монолитных рабочих колес компрессора самолетных ГТД сравнительно большого диаметра с помощью электронно-лучевой сварки. Технология освоена в опытном производстве.
Основные операции разработанной технологии:
изготовление лопаток из штампованных заготовок с хвостовиками, образованными плоскими поверхностями;
токарная обработка обода диска;
сборка лопаток с ободом в специальном приспособлении;
электронно-лучевая сварка на установке ЭЛУ-9Б, оснащенной энергетическим блоком БЭП-60/16К и модернизированной прямонакальной электронной пушкой ЭП-60/2,5. Сварка ведется вертикальным лучом, однопроходная и двухпроходная на скорости 36 и 45 м/ч соответственно.
Выбор скорости
сварки обусловлен опытом серийного
производства сварных соединений из
титановых сплавов. Режим сварки:
![]() = 60 кВ,
= 60 кВ,
![]() = 50 ... 55 мА,
= 50 ... 55 мА,
![]() ,
,
![]() = 0,947 А, расстояние от пушки до сварочного
образца 120 мм;
= 0,947 А, расстояние от пушки до сварочного
образца 120 мм;
термическая обработка - отжиг при t - 850 °С в течение 2 ч;
окончательная токарная обработка;
окончательная обработка трактовых поверхностей, в том числе сварных швов, вручную бормашинкой.
Прочностные характеристики сварных соединений из сплава ВТ-25 определялись механическими испытаниями на кратковременный разрыв, длительную 100-часовую прочность при температуре испытания 500 °С и ударную вязкость. Длительная прочность сварного соединения при выдержке 100 ч и t = 500 °С равна 560 ... 580 МПа, что соответствует длительной прочности основного материала.
4.2. КОНСТРУКЦИИ И ТЕХНОЛОГИИ ПРОИЗВОДСТВА КРЫЛЬЧАТОК
В современных ГТД наиболее часто используются осевые компрессоры. Центробежные компрессоры встречаются значительно реже. Основной деталью центробежного компрессора является крыльчатка.
По конструктивным признакам различают следующие виды крыльчаток (рис. 4.5): открытые (заборники), полузакрытые и закрытые. Полузакрытые и закрытые бывают односторонними и двухсторонними. Некоторые конструкции крыльчаток показаны на рис. 4.6.
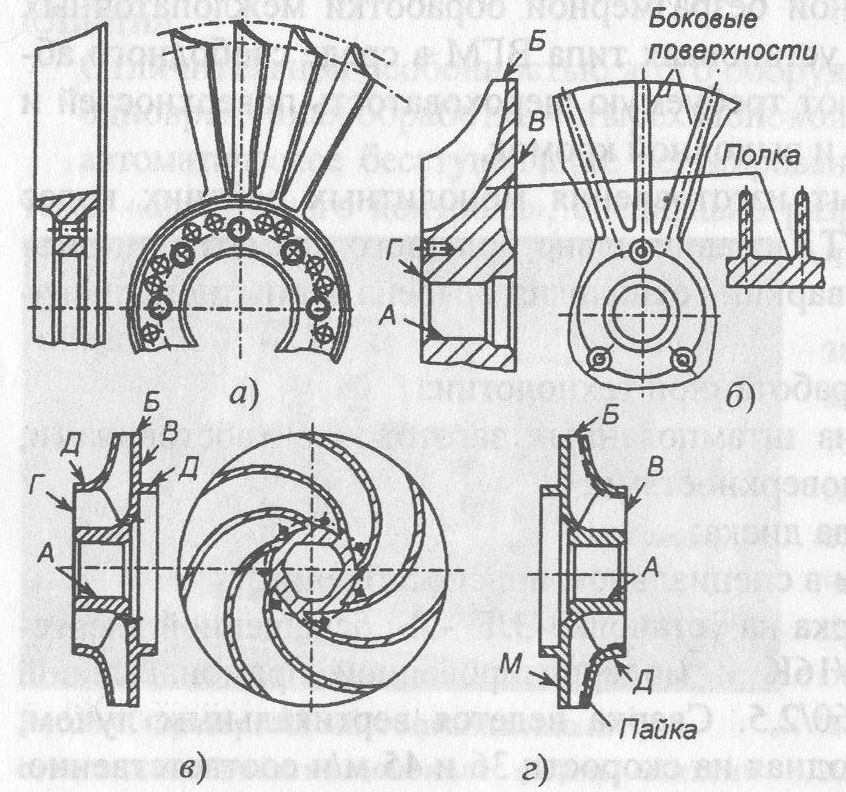
Рис. 4.5. Виды крыльчаток: а - открытая: б - полузакрытая; в - закрытая литая; г - закрытая паяная
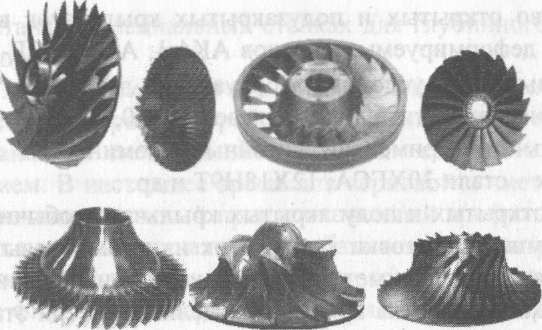
Рис. 4.6. Крыльчатки
Открытая крыльчатка представляет собой ступицу с лопатками (лопастями) без торцевой стенки.
Полузакрытая крыльчатка имеет ступицу и диск, к которым примыкают лопатки. Последние бывают прямыми и криволинейными трапецеидального сечения и с постепенным утолщением к ступице. У небольших крыльчаток лопатки могут иметь заборные части. В большинстве современных ГТД применяют полузакрытые крыльчатки.
Закрытые крыльчатки (литые) и сборные (паяные) в авиационных ГТД применяются редко, что обусловлено трудностью их изготовления и недостаточной прочностью.
Соединение компрессора с валом и передача крутящего момента от вала турбины к крыльчатке осуществляются:
креплением вала к крыльчатке с помощью фланцев и шпилек; соединением эвольвентными шлицами;
креплением крыльчатки с цапфой штифтами; цапфа имеет торцевые шлицы для передачи крутящего момента.
Точность обработки отдельных поверхностей и их взаимного расположения характеризуется следующими величинами:
посадочные поверхности (рис. 8.5, поверхности А) и лабиринтные пояски (Д) - 6 ... 10-й квалитеты;
наружный диаметр (поверхность Б) - 8 ... 10-й квалитеты; остальные поверхности - 11 ... 12-й квалитеты;
биения наружного диаметра (Б) и торцов (В, Г) относительно посадочных поверхностей (А) - 0,02 ... 0,05 мм;
шероховатость лопаток полузакрытых и открытых крыльчаток Ra = = 0,16 ... 0,08 мкм.
Большинство открытых и полузакрытых крыльчаток выполняют из алюминиевых деформируемых сплавов АК4-1, АК6-1, ВД-17. Если температура крыльчаток в условиях эксплуатации выше 200 °С, то крыльчатки изготавливают из титановых сплавов ВТ-10, ВТ-25У. Для закрытых цельных крыльчаток применяют литейные алюминиевые сплавы, а для сборно-паяных - стали 30ХГСА, 12X18Н9Т и др.
Заготовки открытых и полузакрытых крыльчаток обычно получают в закрытых штампах. Заготовки крыльчаток из алюминиевых сплавов отливают в земляные формы, металлические кокили и оболочковые формы.
Механическая обработка крыльчаток делится на три этапа. При черновом этапе обрабатываются все поверхности крыльчатки и снимается до 70 % всего припуска. Обработка ведется с большими подачами и глубинами резания. На чистовом этапе снимаются оставшиеся 30 % припуска. Точность и шероховатость поверхности на этом этапе в основном соответствует требованиям чертежа. На окончательном этапе полируются лопатки и полки.
Технологическими базами при обработке открытых и полузакрытых крыльчаток служат наружные поверхности Б, отверстия А и торцы В и Г (рис. 4.5).
Основные этапы технологического процесса изготовления полузакрытой крыльчатки:
штамповка;
точение наружного контура и подрезка торца;
ультразвуковой контроль материала заготовки;
растачивание отверстия и подрезка другого торца;
сверление отверстий под шпильки и развертывание двух из них;
черновое и чистовое точение наружного контура крыльчатки (раздельно правую и левую стороны);
координатно-расточная;
фрезерование лопаток (предварительное);
термообработка (стабилизация);
окончательное точение наружного контура крыльчатки;
фрезерование лопаток (окончательное);
обработка шлицев;
окончательное точение наружного контура крыльчатки;
балансировка;
технический контроль.
Обработка цилиндрических поверхностей и торцов крыльчаток выполняется на токарных станках с ЧПУ, токарно-револьверных, токарно-карусельных станках, специальных станках для глубинного шлифования торцевых шлицев и др.
Обработка лопаток заключается в прорезке впадины между лопатками и последующем формировании рабочих поверхностей на копировально- фрезерных станках и специальных фрезерных станках с делительным приспособлением. В настоящее время для черновой и чистовой обработки лопаток, имеющих сложный пространственный профиль, более широко применяются пятикоординатные обрабатывающие центры с системой ЧПУ. Обработка производится коническими концевыми фрезами.
В качестве финишных операций применяется виброабразивная обработка в установках с закреплением крыльчатки в контейнере или гидродробеструйное упрочнение.
Лопатки и поверхности полок полируют войлочными, фетровыми и бязевыми кругами с нанесенным абразивом. Спинку лопатки открытой крыльчатки полируют бесконечными абразивными лентами на полировальных станках с механической подачей ленты вдоль лопаток или на ленточно-полировальной бабке с ручным перемещением лопатки относительно движущейся ленты. Корыто лопатки открытой крыльчатки полируют на бормашинах фетровыми конусными кругами с наклеенным абразивом.
Балансировка крыльчаток только статическая, динамическая балансировка обычно делается в собранном роторе.
Основными геометрическими параметрами, проверяемыми на окончательном контроле с помощью приспособлений, являются:
угловое расположение лопаток;
толщина лопаток по линии равных толщин;
биение цилиндрических и торцевых поверхностей;
кривизна лопаток в поперечном и продольном направлениях.
Проверка осуществляется по дисковым шаблонам, на индикаторных приборах и координатно-измерительных машинах.
Лопатки открытых крыльчаток контролируют по частоте собственных колебаний на вибрационной установке с помощью звуковых колебаний различной частоты, подаваемых генератором. При совпадении частот собственных колебаний с частотой датчика установки на экране осциллографа появляется изображение прямоугольника с максимальной высотой.
Внешние дефекты выявляют методом ЛЮМ-А, внутренние - рентгеновским или ультразвуковым методом.
Для повышения ресурса и надежности крыльчаток рекомендуются нанесение защитных покрытий и деформационное упрочнение микрошариками.
5. ИЗГОТОВЛЕНИЕ ВАЛОВ ТУРБИНЫ И КОМПРЕССОРА
5.1. КОНСТРУКЦИЯ, ТЕХНИЧЕСКИЕ УСЛОВИЯ И МАТЕРИАЛЫ
КОНСТРУКЦИЯ ВАЛОВ
Валы турбины и компрессора, предназначенные для передачи крутящего момента, относятся к наиболее ответственным деталям двигателей, работают с большими нагрузками и высокой частотой вращения.
К прочности, точности, сбалансированности и массе валов предъявляются высокие требования, что приводит к значительному усложнению конструкции валов и технологии их изготовления, относительно высокой трудоемкости. В частности, чтобы уменьшить массу, приходится усложнять форму валов, делать их пустотелыми и тонкостенными.
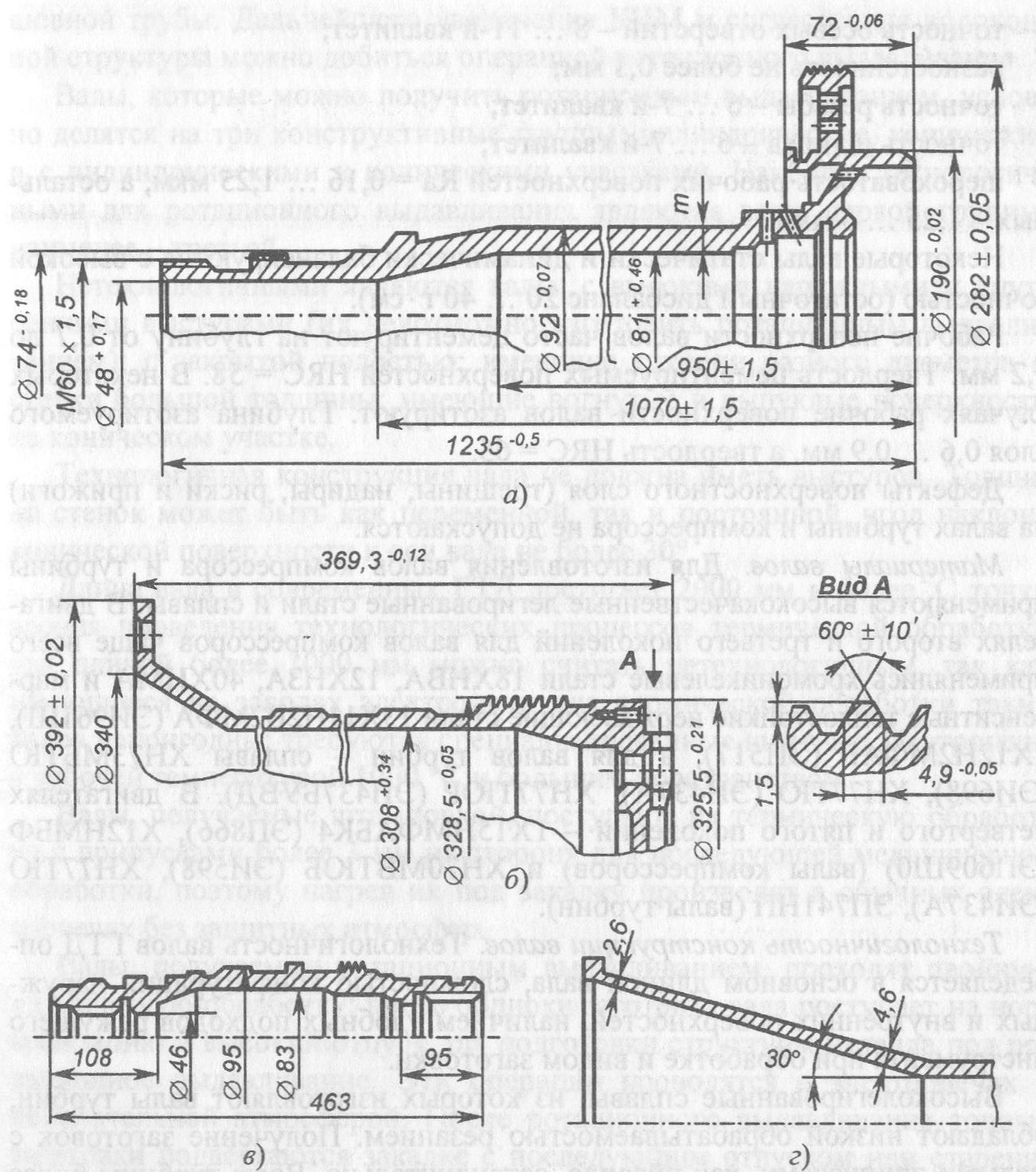
Рис. 5.1. Валы:
а - турбины низкого давления; б - турбины высокого давления; в - компрессора; г - с цапфой, технологичной при ротационном выдавливании
Внешние поверхности валов турбины (рис. 5.1, а, б) (в двухвальных ГТД называемые валом турбины высокого давления и валом турбины низкого давления) и компрессоров (рис. 5.1 в, г) представляют собой различные сочетания гладких шеек, шлицев резьбы, зубчатых колес, фланцев и т.п. Фланцы некоторых валов, часто имеют внутренние или торцевые шлицы, отверстия под крепежные болты. Форма осевых отверстий задается в основном из условий равнопрочности детали, поэтому они бывают прямыми, ступенчатыми, сферическими и др. Большинство валов, кроме осевых, имеет и радиальные отверстия для подвода масла из внутренней полости к наружным трущимся поверхностям.
Технические условия на изготовление валов. Тяжелыми условиями работы валов обусловлены высокие требования к точности их обработки, которые характеризуются следующими величинами:
точность рабочих шеек - 6 ... 7-й квалитет, а нерабочих - 8 ... 12-й квалитет;
отклонение геометрической формы рабочих шеек допускается в пределах 0,005 ... 0,02 мм, а нерабочих - 0,04 ... 0,1 мм;
биение рабочих шеек относительно друг друга допускается в пределах 0,01 ... 0,04 мм;
взаимное биение рабочих и нерабочих шеек допускается в пределах 0,05 ... 0,2 мм;
точность сопрягаемых отверстий - 5 ... 7-й квалитет;
точность осевых отверстий - 8 ... 11-й квалитет;
разностенность не более 0,1 мм; точность резьбы -6 ... 7-й квалитет;
точность шлицев -6 ... 7-й квалитет;
шероховатость рабочих поверхностей Ra = 0,16 ... 1,25 мкм, а остальных - 1,25 ... 5 мкм.
Некоторые валы статически и динамически балансируются с высокой точностью (остаточный дисбаланс 20 ... 40 г • см).
Рабочие поверхности валов часто цементируют на глубину от 0,7 до 1,2 мм. Твердость цементируемых поверхностей HRC = 58. В некоторых случаях рабочие поверхности валов азотируют. Глубина азотируемого слоя 0,6 ... 0,9 мм, а твердость HRC = 65.
Дефекты поверхностного слоя (трещины, надиры, риски и прижоги) на валах турбины и компрессора не допускаются.
Материалы валов. Для изготовления валов компрессора и турбины применяются высококачественные легированные стали и сплавы. В двигателях второго и третьего поколений для валов компрессоров чаще всего применялись хромоникелевые стали 18ХНВА, 12ХНЗА, 40ХНМА и мар- тенситные теплостойкие нержавеющие стали 13X11Н2В2МФА (ЭИ961Ш), 1Х12Н2МФАБ (ЭП517), а для валов турбин - сплавы ХН73МБТЮ (ЭИ698), ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437БУВД). В двигателях четвертого и пятого поколений - 1Х15НМФАБК4 (ЭП866), Х12НМБФ (ЭП609Ш0) (валы компрессоров) и ХН70МВТЮБ (ЭИ598), ХН77ТЮ (ЭИ437А), ЭП741НП (валы турбин).
Технологичность конструкции валов. Технологичность валов ГТД определяется в основном длиной вала, сложностью конфигурации наружных и внутренних поверхностей, наличием удобных подходов режущего инструмента при обработке и видом, заготовки.
Высоколегированные сплавы, из которых изготовляют валы турбин, обладают низкой обрабатываемостью резанием. Получение заготовок с малыми припусками, как правило, затруднительно. Валы турбины более чем вдвое длиннее валов компрессора. Внутренняя полость валов турбины обычно имеет ступенчатый профиль с удобными подходами режущего инструмента для обработки.
Заготовки валов ГТД получают горячим деформированием и ротационным выдавливанием.
Технологичными являются конструкции валов, имеющих небольшой диаметр фланца по сравнению с диаметром его стержня. Заготовку такого вала с фланцем диаметром до 300 мм можно получить на горизонтально-ковочной машине (ГКМ) высадкой из прессованного прутка или бесшовной трубы. Дальнейшего увеличения КИМ и согласования волоконной структуры можно добиться операцией ротационного выдавливания.
Валы, которые можно получить ротационным выдавливанием, условно делятся на три конструктивные группы: цилиндрические, конические и с цилиндрическими и коническими участками. Наиболее технологичными для ротационного выдавливания являются валы первой группы, наименее - третьей.
Нетехнологичными являются валы: с высокими наружными и внутренними выступами (их невозможно изготовить ротационным выдавливанием); с закрытой полостью; имеющие ступени разного диаметра и стенки большой толщины; имеющие вогнутые и выпуклые поверхности на коническом участке.
Технологичная конструкция вала не должна иметь выступов. Толщина стенок может быть как переменной, так и постоянной, угол наклона конической поверхности к оси вала не более 30°.
Длина вала в современных ГТД достигает 2000 мм и более. С точки зрения проведения технологических процессов термической обработки вал длиной более 1000 мм можно считать нетехнологичным, так как имеющиеся на заводах электропечи для термической обработки таких валов непригодны: требуются специализированные шахтные электропечи с рабочей температурой 1000 °С и большим пространством.
Валы, получаемые штамповкой, поступают на термическую обработку с припусками более 3 мм на сторону для последующей механической обработки, поэтому нагрев их под закалку производят в обычных электропечах без защитных атмосфер.
Валы, получаемые ротационным выдавливанием, проходят двойную термическую обработку: после обдирки заготовка вала поступает на нормализацию и высокий отпуск для подготовки структуры металла под ротационное выдавливание. Эти операции проводятся в электропечах с окислительной атмосферой. После ротационного выдавливания точные заготовки подвергаются закалке с последующим отпуском или старением. Заготовки, полученные таким способом, обычно имеют припуск на сторону 0,8 ... 1,0 мм. В этом случае операцию закалки следует проводить в вакууме или в среде аргона.
Нетехнологичными являются валы с чрезмерно развитым фланцем сложной геометрии. Они требуют большого объема механической обработки, КИМ как следствие уменьшается. Для повышения технологичности валов целесообразно упрощать геометрию фланца и внутренней полости.
Повысить технологичность валов можно сваркой из отдельных элементов.
5.2. ПОСТРОЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ВАЛОВ КОМПРЕССОРА И ТУРБИНЫ
ЗАГОТОВКИ ВАЛОВ
Заготовки валов, как правило, получают горячим деформированием (1050 ... 1200 °С). Заготовки для пустотелых тонкостенных валов цилиндрической и конической формы можно получить ротационным выдавливанием.
Штампуют заготовки молотом, на прессах или горизонтально- ковочных машинах. Разъем штампа в зависимости от формы заготовки может быть вдоль или поперек оси вала (рис. 5.2, а, б). Поперечный разъем возможен обычно в тех случаях, когда вал имеет на конце фланец, а остальная его часть гладкая или ступенчатая с постепенным (от фланца) уменьшением диаметров ступеней.
При поперечном разъеме, когда диаметр отверстия достаточно велик, можно получить отверстие со стороны большого торца (у разъема), особенно если заготовка куется на ГКМ. Даже в единичном производстве валов эти методы предпочитают более дешевым (при малой программе) методам отрезки заготовок непосредственно от прутков, свободной ковке в открытых или полуоткрытых штампах из-за высоких требований к прочности материала и направлению волокон.
При прессовании используются относительно короткие сменные матрицы из штамповой стали, которые вставляются в коническое гнездо универсального корпуса из дешевой стали. В нижнем основании окончательных матриц (состоящих из двух полуматриц с разъемом по плоскости вдоль оси вала) имеется отверстие, через которое пуансон выдавливает в открытое пространство длинную часть заготовки вала. Пуансон, выдавливающий этот металл и обеспечивающий таким образом заполнение фигуры матрицы, имеет на конце иглу-оправку, формирующую отверстие части вала, истекающей из матрицы (рис. 9.2, в). Так можно получить в валах отверстия малого диаметра длиной 2 ... 2,5 м при высоком КИМ.
Штамповочные уклоны для отверстий назначаются в пределах 10 ... 15°, а для наружных поверхностей - 3 ... 7°. Все переходы у заготовки должны быть плавными, направление волокон должно соответствовать конфигурации вала.
Заготовки валов турбины и компрессора принимают по первой группе контроля (ОСТ 100021-78). В этом случае от каждой заготовки отрезают кусок длиной 70 ... 75 мм, из которого изготавливают образцы для механических испытаний на разрыв и ударную вязкость.
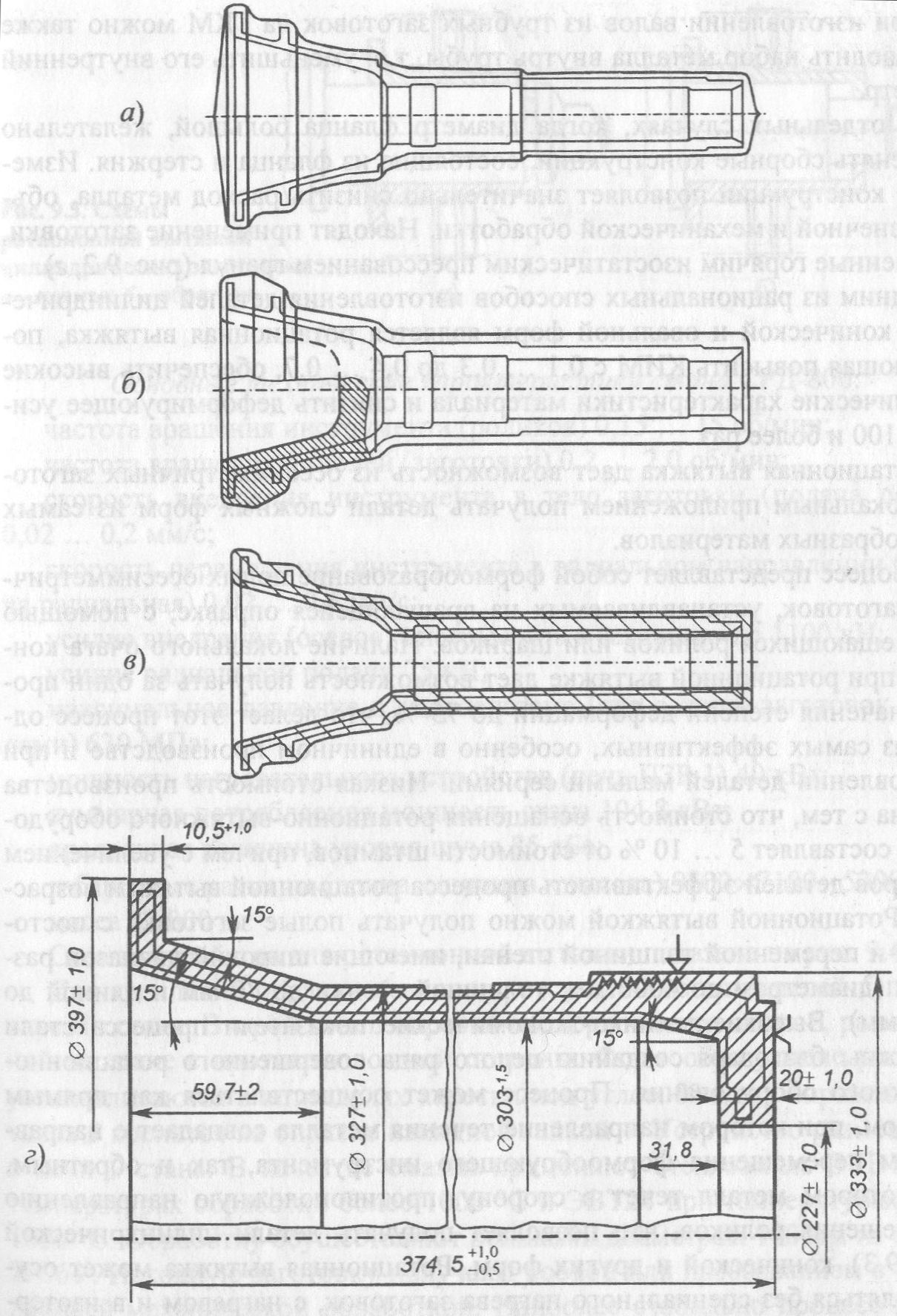
Рис. 5.2. Заготовки валов в случае:
а - продольной плоскости разъема штампов; б - поперечной плоскости разъема штампов; в - прессования; г - изостатического прессования вакуумом из гранул
При изготовлении валов из трубных заготовок на ГКМ можно также производить набор металла внутрь трубы, т.е. уменьшить его внутренний диаметр.
В отдельных случаях, когда диаметр фланца большой, желательно применять сборные конструкции, состоящие из фланца и стержня. Изменение конструкции позволяет значительно снизить расход металла, объем кузнечной и механической обработки. Находят применение заготовки, полученные горячим изостатическим прессованием гранул (рис. 9.2, г).
Одним из рациональных способов изготовления деталей цилиндрической, конической и овальной форм является ротационная вытяжка, позволяющая повысить КИМ с 0,1 ... 0,3 до 0,4 ... 0,7, обеспечить высокие механические характеристики материала и снизить деформирующее усилие в 100 и более раз.
Ротационная вытяжка дает возможность из осесимметричных заготовок локальным приложением получать детали сложных форм из самых разнообразных материалов.
Процесс представляет собой формообразование полых осесимметричных заготовок, устанавливаемых на вращающейся оправке, с помощью перемещающихся роликов или шариков. Наличие локального очага контакта при ротационной вытяжке дает возможность получать за один проход значения степени деформации до 75 %, что делает этот процесс одним из самых эффективных, особенно в единичном производстве и при изготовлении деталей малыми сериями. Низкая стоимость производства связана с тем, что стоимость оснащения ротационно-вытяжного оборудования составляет 5 ... 10 % от стоимости штампов, причем с увеличением размеров деталей эффективность процесса ротационной вытяжки возрастает. Ротационной вытяжкой можно получать полые заготовки с постоянной и переменной толщиной стенки, имеющие широкий диапазон размеров (диаметром до 4000 мм, толщиной стенки до 70 мм и длиной до 6000 мм). Высокие технико-экономические показатели процесса стали возможны благодаря созданию целого ряда совершенного ротационно- вытяжного оборудования. Процесс может осуществляться как прямым методом, при котором направление течения металла совпадает с направлением перемещения формообрующего инструмента, так и обратным, при котором металл течет в сторону, противоположную направлению перемещения роликов, что позволяет получать детали цилиндрической (рис. 5.3), конической и других форм. Ротационная вытяжка может осуществляться без специального нагрева заготовок, с нагревом и в изотермических условиях.
Изотермическая ротационная вытяжка может выполняться на модернизированном стане СРД-800.

Рис. 5.3. Схемы ротационной вытяжки цилиндрических заготовок: а - прямая; б - обратная
Основные технические характеристики стана СРД-800:
частота вращения инструмента (роликов) 0,15 ... 15 об/мин;
частота вращения пинолей (заготовки) 0,2 ... 2,0 об/мин;
скорость внедрения инструмента в тело заготовки (подача осевая) 0,02 ... 0,2 мм/с;
скорость перемещения инструмента в радиальном направлении (подача радиальная) 0,02 ... 0,6 мм/с;
усилие внедрения (осевое) инструмента в заготовку до 1100 кН;
усилие радиальной подачи 75 кН;
максимальное давление в гидросистеме (при зажиме заготовок пинолями) 630 МПа;
мощность нагревательного устройства (печь ПЗР-1) 40 кВт;
суммарная потребляемая мощность стана 104,8 кВт;
предельная величина уровня шума 85 дБа;
габаритные размеры (длина х ширина х высота) 9800 х 7100 х 5300 мм;
масса 82 000 кг.
Схема устройства для ротационной вытяжки показана на рис. 5.4. Для крепления оправки 6 используется один из шпинделей 5 правой каретки стана. Второй конец оправки поддерживается опорой, размещенной на стане с противоположной стороны. Формообразующие ролики 7 устанавливаются в шпинделях каретки под углом 8° к оси оправки. Заготовка 3 крепится на оправке накидной гайкой 4. Устройство размещается в печи 2 стана. В качестве смазки применяют стеклоэмаль ЭТВ10 при температурах обработки более 1000 °С и ЭВТ24 при температурах ниже 1000 °С. Обработку осуществляют роликами диаметром 140 мм из сплава ЖС6У. Исходную заготовку получают ковкой или прессованием с последующей механической обработкой. Наиболее стабильно процесс протекает при степенях обжатия 0,4 ... 0,6. Изотермическая ротационная вытяжка обеспечивает получение заготовок валов с припусками на механическую обработку 2 ... 3 мм на сторону (рис. 5.5).

Рис. 5.4. Схема устройства для изотермической ротационной вытяжки валов
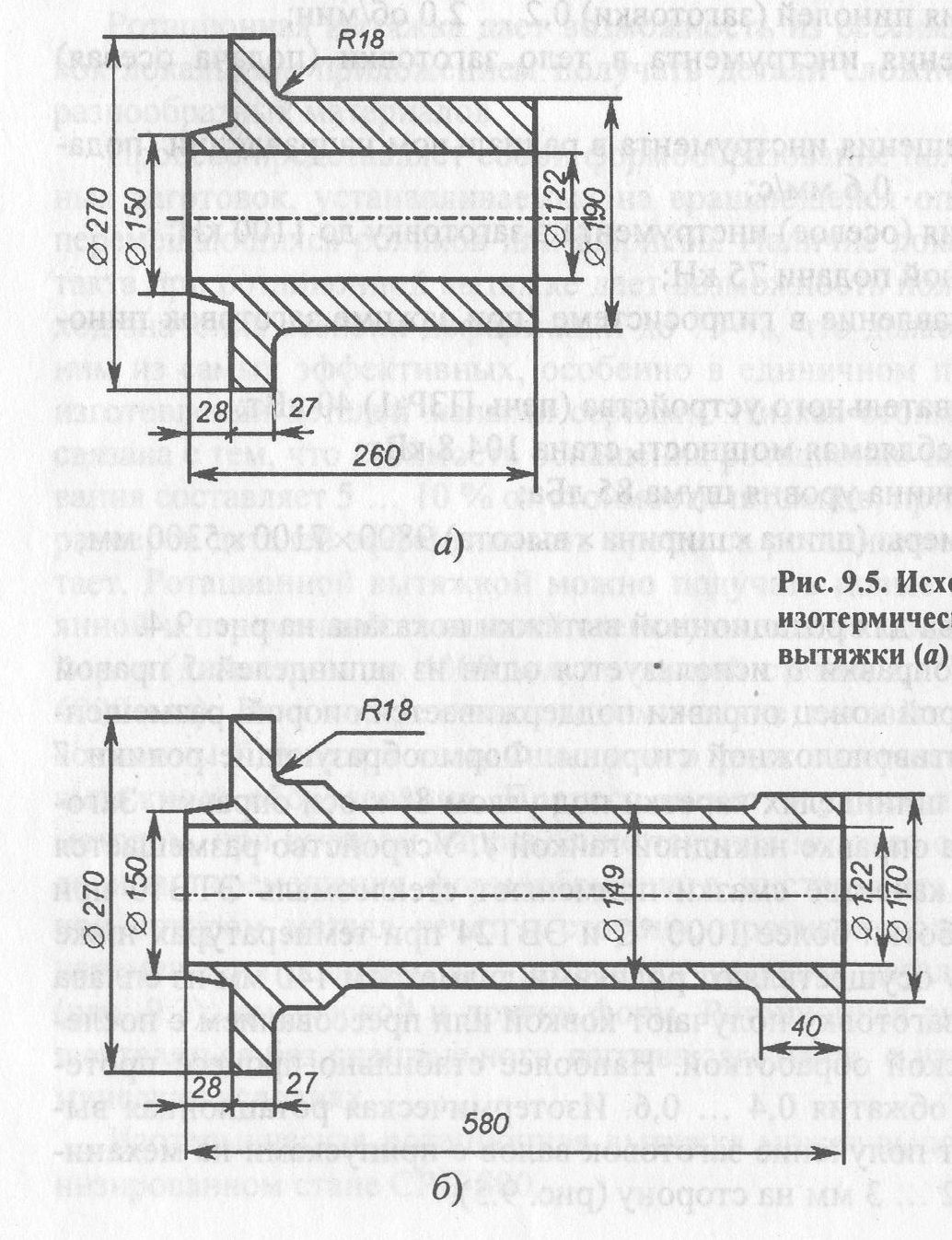
Р
Исходная заготовка под ротационное выдавливание в 2 ... 3 раза короче исходной заготовки под механическую обработку того же вала и имеет меньшую массу.
Пустотелая штамповка механически обрабатывается до размеров заготовки под ротационное выдавливание. После ротационного выдавливания заготовка должна иметь припуски на толщину стенки 0,5 ... 2,0 мм под окончательную механическую обработку вала.
В технических условиях на заготовки валов задаются: термическая обработка, твердость, структура волокон на макрошлифах образцов, вырезанных из отработанных заготовок. Указывается метод контроля дефектов (рентгеновский, ультразвуковой, люминесцентный, цветная дефектоскопия) и соответствующая подготовка поверхности.
Припуски на механическую обработку в зависимости от формы и размеров валов - 6 ... 12 мм на диаметр для штамповок и 0,5 ... 2 мм после ротационного выдавливания. Их определяют расчетным путем, пользуясь соответствующими нормативами.
Заготовки валов компрессоров и турбин, как и заготовки дисков, производятся на специализированных предприятиях и поступают на авиа- двигателестроительный завод предварительно механически и термически обработанными. На заводе они проходят комплексный входной контроль. Для улучшения обрабатываемости лезвийным инструментом заготовки подвергаются закалке при температуре 1010 ... 1050 °С и отпуску при 570 ... 650 °С.
ТЕХНОЛОГИЧЕСКИЕ БАЗЫ ДЛЯ ОБРАБОТКИ ВАЛОВ
Основной технологической базой при механической обработке наружного контура валов, особенно длинных, являются центровые фаски. В случае обработки внутренних поверхностей вала, а также мелких осевых и радиальных отверстий технологической базой служит наружный диаметр стержня и его торец.
Для увеличения жесткости длинных валов при обработке наружных и внутренних поверхностей широко используются люнеты.
Технологическими базами для механической обработки валов большого диаметра, но коротких, например вала ТВД, являются наружный диаметр и торец вала и диаметр фланца и его торец.
Закрепление валов на станках обычно осуществляется в трех- и четырехкулачковых патронах.
В качестве примера рассмотрим основные этапы технологических процессов изготовления вала турбины низкого давления.
Вал турбины низкого давления (см. рис. 9.1, а) выполнен из мартен- ситно-стареющей стали 15Х12Н2МВФАБ-Ш (ЭП.517) (ТУ 14-1-2902-80).
1. Штамповка, термообработка с твердостью по Бриннелю d = 3,5 мм, без предварительной механической обработки, КИМ = 0,15, первая группа контроля (ОСТ 1000021-78). Термическая обработка заготовок валов на заводе-поставщике производится по режиму: нормализация при температуре нагрева 1120 ± 15 °С на воздухе; отжиг при температурах 740 ± 15 °С на воздухе; закалка с 1120 ± 10 °С в масло; отпуск 670 ... 700 °С на воздухе.
2. Подрезка торцов, точение на стержне шеек под люнет, зацентровка стержня вала (подготовка технологических баз для черновой обработки вала). Токарный станок.
3. Черновое точение наружного контура вала. Токарный станок 1Б732ФЗ с ЧПУ.
4. Предварительное сверление отверстий с торца стержня, отрезка образца для механических испытаний, зацентровка вала со стороны фланца. Токарный станок.
5. Глубокое сверление отверстия со стороны фланца. Специальный горизонтально-сверлильный станок фирмы «Берингер» (ФРГ).
6. Точение внутренних поверхностей фланца. Токарный станок.
7. Термообработка вала (закалка, отпуск), твердость НВ d = 228 ... 248 мм.
8. Чистовое точение наружных поверхностей вала. Специальный станок с ЧПУ фирмы «Хайнеман» (ФРГ).
9. Чистовое растачивание внутренней полости вала. Горизонтально- расточной станок МК-6017. Горизонтально-сверлильный станок фирмы «Берингер».
10. Окончательное точение наружного контура вала и фланца.
11. Шлифование наружных и внутренних поверхностей вала. Круглошлифовальный и внутришлифовальный станки.
12. Фрезерование эвольвентных шлицев на стержне вала. Зубофрезер- ный станок.
13. Сверление радиальных отверстий различного диаметра, фрезерование канавок пазов. Радиально-сверлильный и вертикально-фрезерный станки.
14. Нарезание резьбы со стороны фланца и на стержне. Токарный станок.
15. Магнитный контроль наружных дефектов материала вала. Установка МСАТ-ЮОООРЭ (УМД-9000).
16. Шлифование и алмазное выглаживание наружных и внутренних базовых поверхностей фланца. Круглошлифовальный, внутришлифовальный и токарный станки.
17. Точение канавок лабиринтного уплотнения на фланце, раздельно каждую канавку фасонным резцом. Токарный станок.
18. Полирование наружных поверхностей и внутренней полости вала. Токарный станок.
19. Окончательный контроль геометрии вала, в том числе магнитный контроль внешних дефектов материала.
Чистовая механическая обработка наружных и внутренних поверхностей валов осуществляется в основном на высокоточных металлорежущих станках с ЧПУ, обеспечивающих заданную точность и равностенность валов в пределах 0,1 мм.
Основная цель этого этапа - получение вала с малыми припусками на окончательную обработку и исправление погрешностей после первого этапа механической обработки и коробления после термообработки.
При окончательной обработке необходимо получить заданные точность, шероховатость и физико-химическое состояние поверхностного слоя рабочих поверхностей вала. По этой причине недопустимы условия, которые могут привести к значительным погрешностям вследствие деформации и нагрева детали. Наибольший удельный вес на этом этапе имеет абразивная обработка на шлифовальных станках. Кроме того, применяются различные методы отделки (хонингование, суперфиниширование, алмазное выглаживание и полирование). На этом же этапе, как правило, обрабатывают резьбы, шлицы и другие поверхности, поврежденные при предыдущей обработке.
При построении технологического процесса обработки вала обычно придерживаются последовательности, при которой на последних этапах внутренние поверхности обрабатываются ранее наружных.
Для валов, имеющих отдельные цементируемые участки, место термообработки в технологическом процессе зависит в основном от способа защиты нецементируемых поверхностей. В авиадвигателестроении для этих целей применяют следующие способы:
меднение нецементируемых поверхностей перед цементацией;
увеличение на нецементируемых поверхностях припуска, который снимают после цементации, перед закалкой;
комбинацию первого и второго способов, заключающуюся в меднении поверхностей с увеличенным припуском, который снимают после закалки деталей (двойная защита).
При решении вопроса о выборе способа защиты от цементации руководствуются следующими соображениями. Если допускается локальное повышение твердости на нецементируемых поверхностях, то применяют первый способ. Если деталь имеет поверхности, повышение твердости которых совершенно недопустимо (места, где после закалки должны сверлиться мелкие отверстия, нарезаться резьба, шлицы и т.п.), то применяют третий способ. Наконец, если при обработке (чистовой или окончательной) нецементируемых поверхностей лезвийным режущим инструментом приходится обрабатывать и участки цементируемых поверхностей, то в этом случае применяют второй способ.
ПОВЫШЕНИЕ РЕСУРСА И НАДЕЖНОСТИ РАБОТЫ ВАЛОВ ТЕХНОЛОГИЧЕСКИМИ МЕТОДАМИ
Для повышения ресурса и надежности работы валов ГТД используются следующие технологические методы воздействия на физико-химическое состояние поверхностного слоя основных рабочих поверхностей: деформационное упрочнение, цементация, азотирование и ионное легирование.
Деформационное упрочнение поверхностного слоя валов осуществляют виброупрочнением, накатыванием, дробеструйным, ультразвуковым и другими способами. Для каждого конкретного случая в зависимости от типоразмеров валов и предъявляемых требований должен быть определен оптимальный метод упрочнения. Небольшие валы упрочняют вибрационным методом с закреплением или без закрепления деталей. Валы длиной до 300 мм упрочняют струйно-механическим методом на установке типа ГРП-300, а валы длиной до 1500 мм - на струйно- пневматической установке типа УДП-1.
Валы всех типоразмеров можно упрочнять обкатыванием и алмазным выглаживанием. Упрочнение обкатыванием обеспечивает шероховатость поверхности Ra = 0,16 мкм, значительный по величине наклеп, остаточные напряжения сжатия, повышение усталостной прочности на 20 ... 25 %. Обкатываются не только сами валы, но и галтели, при этом снижается эффект концентрации напряжений.
Алмазное выглаживание значительно повышает усталостную прочность и износостойкость деталей. Замена абразивной обработки алмазным выглаживанием избавляет от прижогов и абразивных зерен, шаржированных в поверхность, обеспечивает наклеп глубиной 0,2 ... 0,4 мм, остаточные напряжения сжатия, высокую чистоту поверхности.
Внутренние поверхности валов глубиной до 2000 мм и диаметром 40 ... 300 мм упрочняют струйно-пневматическим методом.
ТЕХНИЧЕСКИЙ КОНТРОЛЬ ВАЛОВ
Диаметры шеек валов проверяют скобами и микрометрами, диаметры отверстий - пробками и индикаторами для внутреннего измерения, наружную резьбу - скобами, кольцами и микрометрами, внутреннюю резьбу - резьбовыми пробками.
Точность взаимного расположения рабочих и базовых поверхностей контролируют специальными измерительными приспособлениями с индикаторами. Валы обычно устанавливают базовыми поверхностями на призмы.
Толщину стенок валов сложной формы измеряют с помощью ультразвукового прибора УТ-603. Шероховатость поверхностей проверяют визуально, сравнивая с контрольными образцами ГОСТ 9373, 60845-068. Качество деформационного упрочнения микрошариками торцевых шлицев вала ТВД определяют по прогибу имитатора (образец-свидетель - пластина 70 х 20 х 1,2 мм), закладываемого вместе с валом в камеру для упрочнения. Поверхностные дефекты типа волосовин и микротрещин на наружных и внутренних поверхностях валов проверяют магнитопорош- ковым методом с помощью магнитного дефектоскопа типа УМДЭ-100.
Внутренние дефекты материала валов контролируются ультразвуковыми дефектоскопами типа УД2-12.
6. ИЗГОТОВЛЕНИЕ ЗУБЧАТЫХ КОЛЕС
6.1. ОБЩИЕ СВЕДЕНИЯ О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Назначение зубчатых передач ГТД - отбор движения от ротора, его преобразование и передача по кинематическим цепям к функциональным элементам и агрегатам (винты турбовинтовых двигателей, насосы, генераторы и т.д.) с обеспечением необходимых скоростей, мощностей и крутящих моментов. Особое место занимают редукторы, встроенные в турбовинтовые и турбовальные двигатели, так как при относительно малых габаритах, диктуемых конструкцией летательных агрегатов, они передают основную энергию двигателя либо на воздушные винты самолета, либо на трансмиссию и ротор вертолета. Зубчатые передачи используются также для передачу движения от стартера к валу двигателя при его запуске.
Применение зубчатых передач обусловлено их надежностью; высоким КПД, доходящим в одном зацеплении до 0,99; малыми габаритами при больших передаваемых мощностях; постоянным передаточным отношением (отсутствием проскальзывания); высоким ресурсом работы и возможностью использования как при малых, так и при сверхвысоких частотах вращения. Это выгодно отличает их от других видов передач (гидравлических, ременных, фрикционных, с гибкой связью и т.д.). Зубчатые передачи применяются для передачи вращательного движения и для его преобразования в поступательное, возвратно-поступательное, возвратно-вращательное и другие движения.
Недостатками зубчатых передач являются шум при работе и сложность изготовления.
К зубчатым передачам, часто работающим в весьма напряженных условиях, предъявляются высокие требования по эксплуатации. Они должны обеспечивать необходимую прочность, сопротивляемость изнашиванию, плавность и бесшумность работы и т.д. Эти требования удовлетворяются за счет правильного выбора материала и режимов термической или химико-термической обработки, получением точной геометрической формы и низкой шероховатости профиля зуба.
Основные типы зубчатых передач приведены на рис. 6.1. Цилиндрические зубчатые колеса производят передачу вращательного движения между параллельными валами. При этом используются колеса с прямыми (а), косыми (б) и шевронными (в) зубьями.
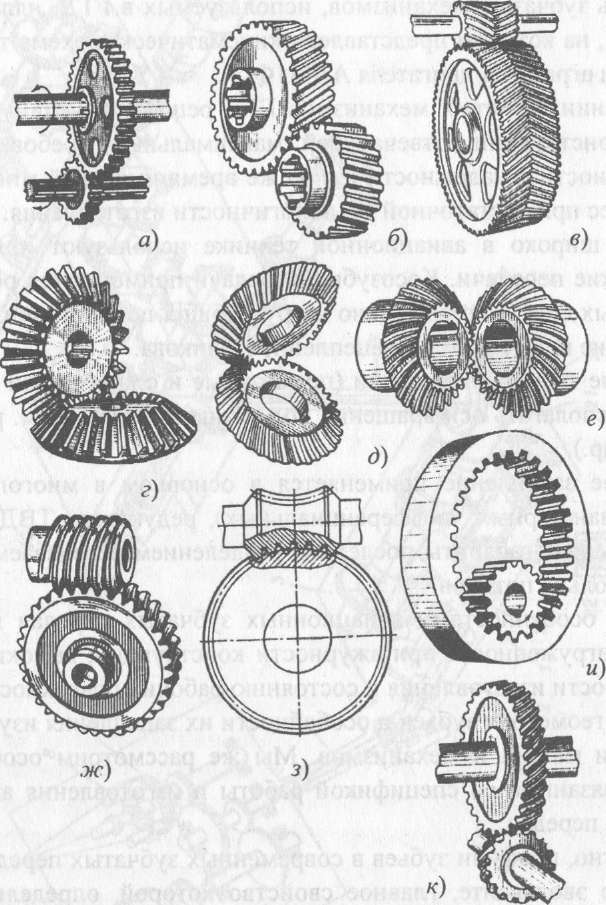
Рис. 6.1. Типы зубчатых передач:
а - цилиндрическая с прямыми зубьями; б - цилиндрическая с косыми зубьями; в - цилиндрическая с шевронными зубьями; г - коническая с прямыми зубьями; д - коническая с косыми зубьями; е - коническая с винтовыми зубьями; ж - червячная с цилиндрическим червяком; з - червячная с глобоидным червяком; и - передача с Цилиндрическими колесами внутреннего зацепления; к - с винтовыми зубьями
Для передачи движения между валами с пересекающимися осями применяют конические зубчатые колеса с прямыми (г), косыми (д) и винтовыми (е) зубьями, со скрещивающимися осями - червячные передачи с цилиндрическими (ж) и глобоидными (з) червяками, а также винтовые передачи (к).
Сложность зубчатых механизмов, используемых в ГТД, иллюстрируется рис. 6.2, на котором представлена кинематическая схема трансмиссий и коробки агрегатов двигателя АЛ-31Ф.
При создании зубчатых механизмов ГТД решают двуединую задачу получения конструкции, отвечающей максимальным требованиям по работоспособности и надежности и в то же время имеющей минимально возможный вес при достаточной технологичности изготовления.
Наиболее широко в авиационной технике используют прямозубые цилиндрические передачи. Косозубые передачи применяются реже из-за наличия осевых сил, дополнительно нагружающих подшипники. По этим же причинам не применяется и зацепление Новикова.
Конические зубчатые передачи (прямозубые и с круговыми зубьями) позволяют располагать оси вращения под разными углами (см. рис. 6.2, поз. 19, 20 и др.).
Внутреннее зацепление применяется в основном в многопоточных передачах (планетарных, дифференциальных), редукторах ТВД, что позволяет уменьшить габариты последних разделением передаваемой мощности на несколько потоков.
Главными особенностями авиационных зубчатых передач являются их высокая нагруженность при ажурности конструкции, высокие требования по точности изготовления и состоянию рабочих поверхностей.
Подробно геометрия зубьев и особенности их зацепления изучаются в курсах теории машин и механизмов. Мы же рассмотрим особенности геометрии, связанные со спецификой работы и изготовления авиационных зубчатых передач.
Как известно, профили зубьев в современных зубчатых передачах выполняются по эвольвенте, главное свойство которой, определившее ее исключительное применение, - возможность обработки зубьев инструментом с прямолинейными образующими.
Исходным контуром в эвольвентном зацеплении называют контур рейки, определяющей пропорции зубьев, их размеры и форму при заданном радиальном положении зубчатого колеса.
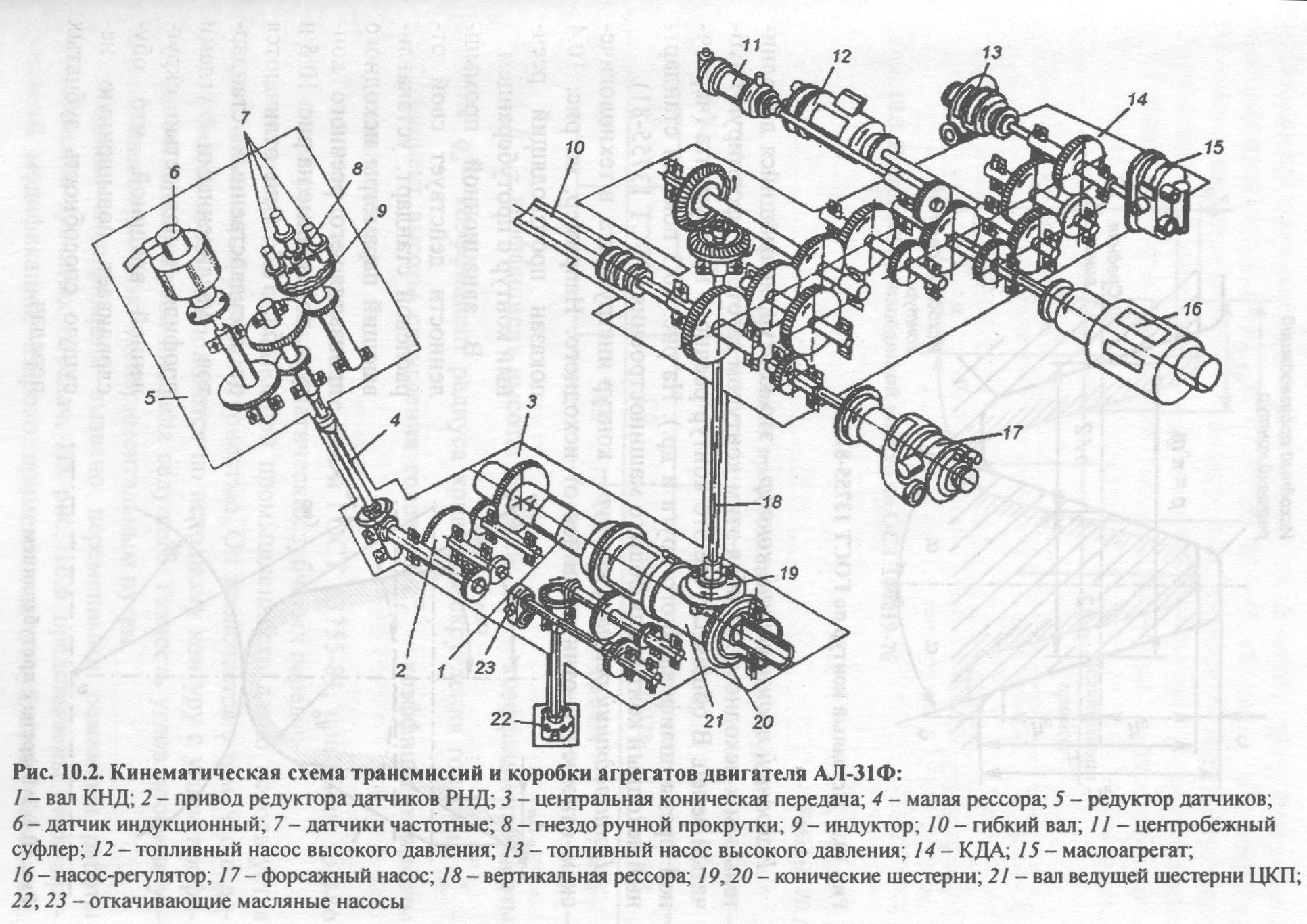
Исходный производящий контур - это контур, являющийся дополнительным к исходному. Огибая этим контуром заготовку, формируют зубчатый венец. В общем случае это контур реечного инструмента (червячной фрезы, шлифовального круга и др.). На рис. 6.3 показан стандартный исходный контур для общего машиностроения (ГОСТ 13755-81).
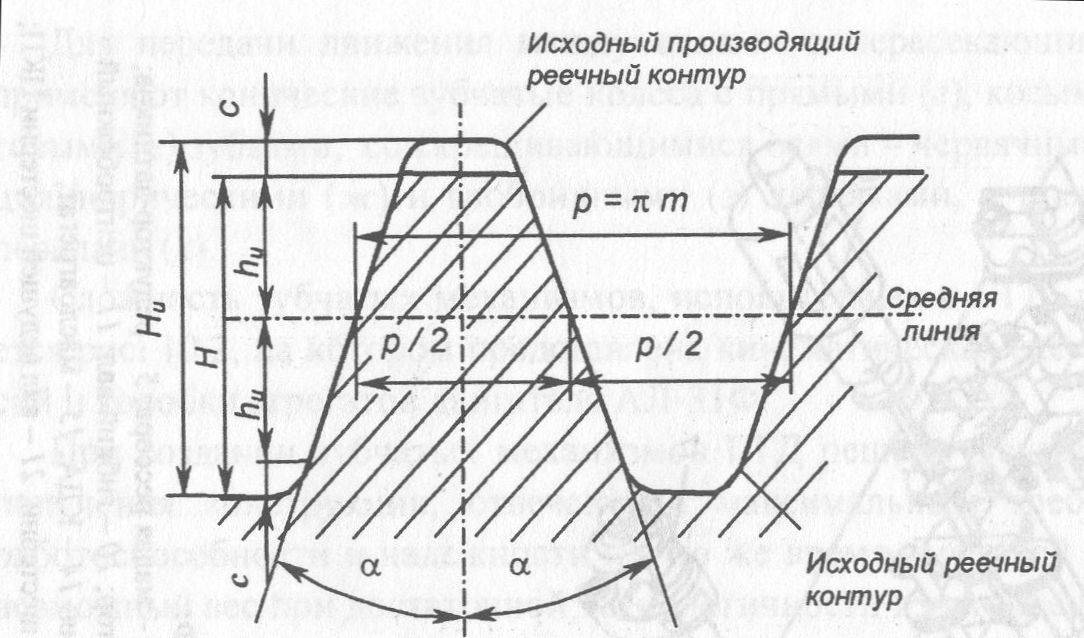
Рис. 6.3. Исходный контур по ГОСТ 13755-81
Производящий реечный контур - контур инструмента, в технологическом отношении отличающийся от исходного. Например, на рис. 6.4 показан производящий реечный контур с протуберанцем.
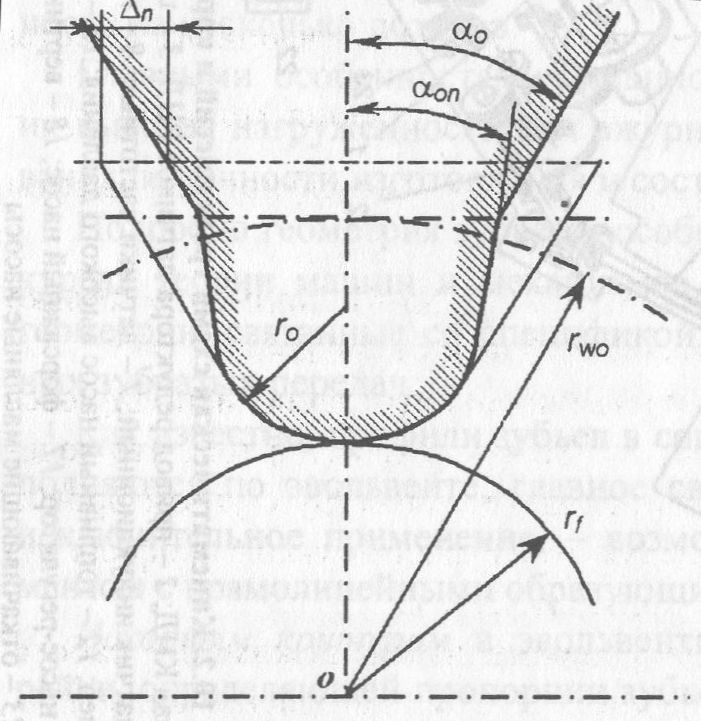
Рис. 6.4. Зуб фрезы с протуберанцем
В авиационной промышленности действует свой отраслевой стандарт, устанавливающий параметры исходного производящего реечного контура, показанные на рис. 6.5 и в табл. 6.1. Они отличаются от государственных стандартов увеличенными углами профиля и полностью скругленной впадиной, что обусловливает повышенную несущую способность зубчатых передач.
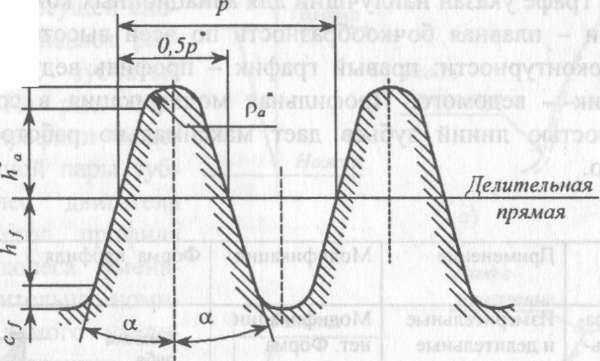
Рис. 6.5. Исходный производящий контур по ОСТ 100219-76
Таблица 6.1