

2. Изготовление лопаток
Лопатки газотурбинных двигателей являются наиболее нагруженными деталями, определяющими ресурс, трудоемкость и стоимость двигателя. Число лопаток в современных двигателях достигает 2 ... 3,5 тыс. штук, поэтому их изготовление производится в условиях крупносерийного или массового производства.
Ресурс лопаток двигателей военной авиации - 500 ... 1000 ч, а для гражданской авиации - 10 ... 20 тыс. ч. Стоимость и трудоемкость изготовления комплекта лопаток составляет 20 ... 35 % от общей стоимости и трудоемкости двигателя.
В процессе эксплуатации лопатки подвергаются:
растяжению и изгибу под действием центробежных сил;
изгибу и кручению под действием газового потока;
воздействию переменных напряжений от вибрационных нагрузок;
воздействию повышенных и высоких температур (300 ... 600 °С для лопаток компрессора и 800 ... 1200 °С для лопаток турбин);
резким колебаниям температуры при пусках и остановках двигателя, вызывающим термическую усталость материалов лопаток; воздействию пылевой, дождевой и газовой эрозии;
электрохимической и высокотемпературной газовой коррозии;
износу и фреттинг-коррозии в местах сопряжений (замковых соединениях, бандажных и антивибрационных полках).
При столь разнообразных и жестких условиях нагружения надежность и ресурс лопаток компрессора и турбины определяются множеством факторов, основными из которых являются:
особенности конструкции лопатки, обусловленные уровнем действующих напряжений и их концентрацией на отдельных конструктивных элементах;
используемые материалы и их состояние после формирования заготовки;
состояние поверхностного слоя, полученное на финишных стадиях технологического процесса (шероховатость, знак и уровень остаточных напряжений, степень упрочнения и др.);
вид и свойства защитных покрытий.
Три последние группы факторов непосредственно определяются технологией изготовления лопаток.
Лопатки ГТД классифицируют:
по назначению (рабочие лопатки компрессора, рабочие лопатки турбины, сопловые и спрямляющие (неподвижные));
по конструктивным признакам (монолитные (сплошные неохлаждаемые); с каналами; пустотелые; вафельные, паянные из двух половинок, охлаждаемые лопатки турбины);
по способу изготовления (деформируемые (кованые, прессованные, вальцованные), литые, свариваемые, спекаемые).
Основными конструктивными элементами лопаток являются: перо, хвостовик, полки пера и хвостовика, антивибрационные и бандажные полки. Перо лопатки имеет сложную пространственную аэродинамическую форму с постоянными или переменными профилями поперечных сечений по длине, а также определенную закрутку. Выпуклую сторону пера называют спинкой, а вогнутую - корытом. Кромку пера со стороны входа газа называют входной (передней), а противоположную - выходной (задней).
Перо лопаток компрессора, как правило, имеет переменную толщину по длине и ширине, закрутку до 40°. Допуск на толщину кромок пера колеблется в пределах 0,06 ... 0,12 мм, а толщина кромок не превышает 0,10 ... 0,25 мм.
Перо рабочих лопаток турбины имеет переменные сечения по длине и закрутку до 60°. Некоторые конструкции лопаток компрессора и турбины ГТД приведены на рис. 2.1.
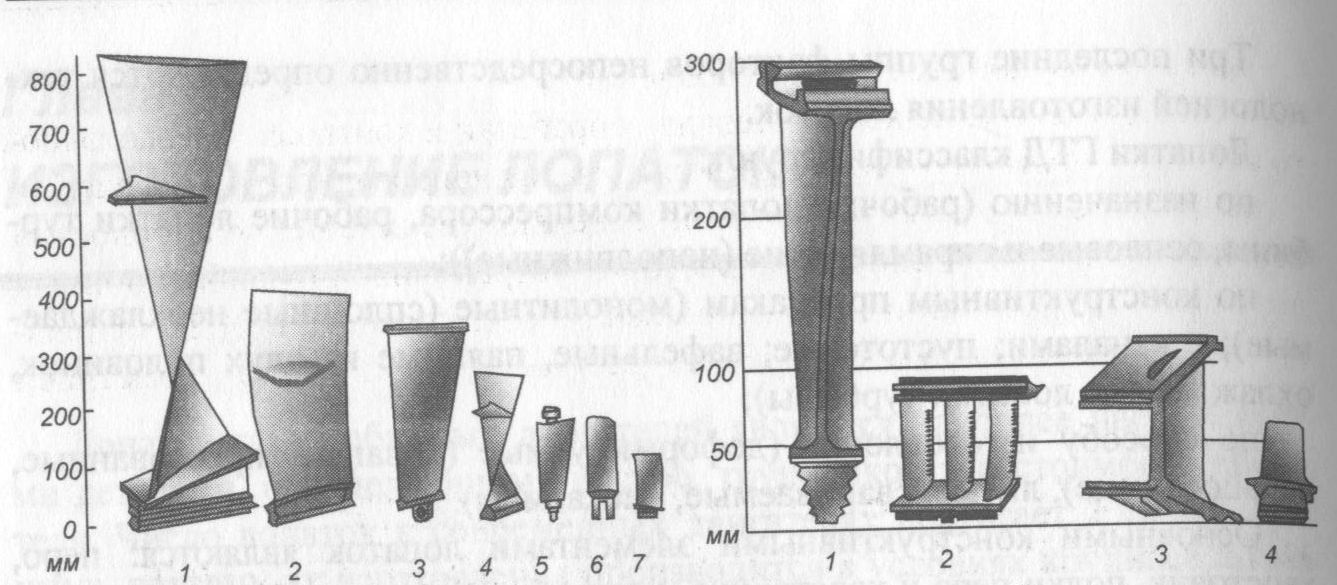
Рис. 2.1. Лопатки компрессора (а) и турбины (б): 1 ... 7 - размерные группы лопаток
Как видно из рисунка, лопатки значительно отличаются по габаритным размерам и конструктивным элементам пера и хвостовика. Такое многообразие объясняется различием в конструктивных и тактико-технических параметрах ГТД, используемых в военной и гражданской авиации, вертолетах, танках, морских судах, энергетических установках и т.д.
Разъемные соединения лопаток с дисками выполняются при помощи замков различной конструкции - елочного, типа «ласточкин хвост», шарнирного (вильчатого).
Хвостовики лопаток статоров компрессора и турбины могут иметь разнообразную конструкцию. Лопатки статора компрессора оснащены хвостовиками типа «призма», «ласточкин хвост», «цапфа». Обычно эти лопатки имеют два хвостовика. В некоторых конструкциях ГТД применяются консольные статорные лопатки с верхним хвостовиком одного из указанных типов, а также беззамковые лопатки, которые устанавливаются в верхние и нижние опоры по торцевым сечениям пера в профильные окна.
Изготовление лопаток занимает особое место в производстве ГТД, что обусловлено следующими факторами:
сложностью и многообразием геометрических форм лопаток;
высокими требованиями по точности изготовления и состоянию поверхностного слоя;
использованием дорогостоящих и труднообрабатываемых материалов;
высокой трудоемкостью изготовления;
необходимостью использования для обработки и контроля высокоточного специализированного оборудования и квалифицированного персонала.
В двигателях новых поколений с целью увеличения «напорности» вентиляторов и ступеней компрессора, устранения антивибрационных полок при сохранении необходимой жесткости, повышения КПД используются широкохордные лопатки, в частности со сложной геометрией кромок (рис. 2.2).
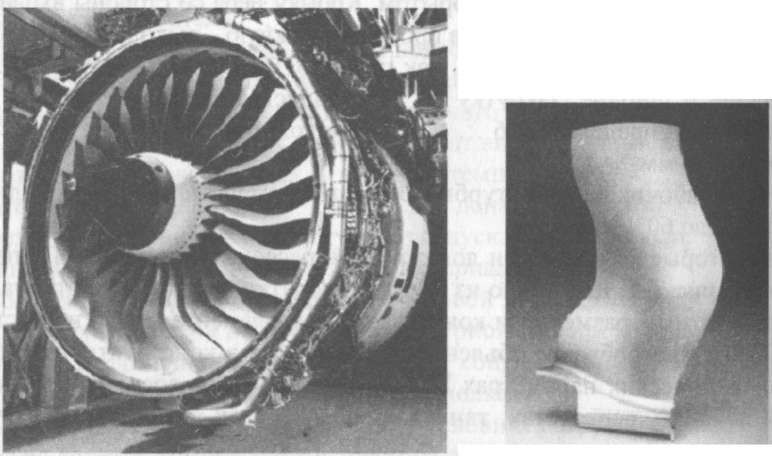
а) б)
Рис. 2.2. Вентилятор двигателя TREND 5000 (о) и модель его лопатки (б)