

1. Прогрессивные и перспективные технологии заготовительного производства и получения неразъемных соединений
1.1. Спрейное и центробежное спрейное литье
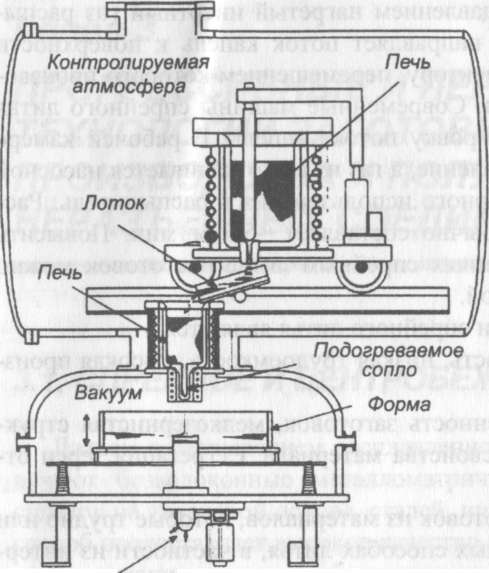
Литьем с распылением расплавленного металла (спрейное литье) получают безволоконные металломатричные композиции, заготовки из сплавов на титановой основе, сталей, никелевых и медных сплавов. Этот способ предоставляет высокое качество литья. Процесс осуществляется в одну операцию, которая обеспечивает требуемую форму детали, гомогенность материала, отсутствие макросегрегации и полную сплошность без традиционных литейных дефектов. Спрейное литье может выполняться в инертной газовой среде, например в аргоне, или вакууме. Базовая схема спрейного литья показана на рис. 1.

Рис. 1. Схема спрейного литья
Подаваемый под высоким давлением нагретый инертный газ распыляет расплавленный металл и направляет поток капель к поверхности формы или охлаждаемому коллектору, перемещением которого производится распределение материала. Современные машины спрейного литья обеспечивают хорошую фокусировку потока капель. В рабочей камере поддерживается постоянное давление, а газ из нее откачивается насосной системой и подается для повторного использования в распылитель. Расход газа через распылитель обычно составляет 5,5 м3/мин. Повысить механические свойства полученных спрейным литьем заготовок можно газостатированием или раскаткой.
Основными преимуществами спрейного литья являются:
сравнительно низкая стоимость, низкая трудоемкость, высокая производительность;
высокая химическая гомогенность заготовок, мелкозернистая структура и высокие механические свойства материала. Сегрегация зерен отсутствует или незначительна;
возможность получения заготовок из материалов, которые трудно или нельзя использовать при обычных способах литья, в частности из интерметаллидных сплавов, при низких литейных свойствах и др.;
возможность получения заготовок различной формы - плоских, цилиндрических, фасонных, трубчатых, кольцевых и т.д.
Производительность литья на современном технологическом оборудовании составляет 50 ... 200 кг/мин. Сложные фасонные заготовки получают на оборудовании, оснащенном устройствами ЧПУ, которые управляют, например, 5-координатным манипулятором, обеспечивающим необходимые движения распыляющей головки относительно формы (рис. 2).
а) б)
Рис. 2. Спрейное литье трубчатой заготовки (а) и детали сложной формы (б)
При литье безволоконных металломатричных композиций одновременно с расплавленным материалом распыляется порошок. Титановое литье производят с плавлением в индукционной печи и распылением в аргоне.
Одной из разновидностей спрейного литья является центробежное спрейное литье, схема которого приведена на рис. 3.
Привод
вращения чаши,
п
= 0... 18000 об/мин
Рис. 3. Схема центробежного спрейного литья
По этой схеме струя расплава, падающая на быстро вращающийся диск (чашу), распыляется за счет центробежных сил, и ускоренные расплавленные капли переносятся к кольцевой поверхности формы. Управление вертикальным перемещением обеспечивает равномерность осаждения металла или заданный закон осаждения для получения требуемой формы и размера внутренней поверхности заготовки. Поскольку для распыления и переноса металла не требуется газ, процесс может выполняться в вакууме, что способствует повышению качества материала заготовки. Это особенно важно при использовании титановых и некоторых других активных металлов, способных в значительных количествах растворять кислород и другие газы, снижающие механические свойства. По этой технологии можно получать заготовки дисков. В частности, в исследовательском центре NAVY по этой технологии получают диски с наружным диаметром 1100 мм и внутренним диаметром 700 мм. Эта технология считается весьма перспективной в производстве заготовок кольцевых деталей двигателей.