

Метод полной взаимозаменяемости
При сборке по данному методу все детали влияющих на сбор, параметр изготовляется с такой точностью, при которой во всех случаях без исключения обеспечивается заданный допуск на сборочной параметр:
![]()
Достоинство:
1 – простота сборки
2 – наименьшая трудоемкость сборки
3 – возможность ремонта изделия
4 – легко осуществлять поточное производство
5 – легко осуществлять кооперирование различных производств
Недостаток:
При большом числе звеньев РЦ требует очень жесткие допуски на размер сост. звеньев, которые приводят к резкому росту стоимости изготовления деталей.
![]()
TА= 0.05, n-1=5
ТАi (CP) = 0,01, Если количество зубчатых колес увеличилась: n-1=10
ТАi (CP) = 0,005
Область применения: при малом количестве числа составных звеньев, при большом ТА
2. Метод неполной взаимозаменяемости.
Сборка по данному методу производится аналогично предыдущему без всякой сортировки подбору, но при этом допуски на изготовление деталей расширяют но 30-50% по сравнению с методом полной взаимозаменяемости, то есть делают их более экономически выгодными.
Сравнительные схемы методов полной и неполной взаимозаменяемости.
![]()
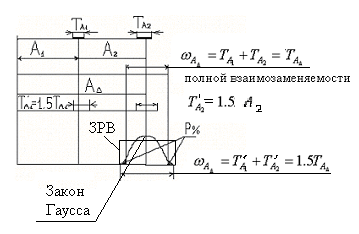
Допустимый процент риска находится из экономических соображений
![]() -сумма
экономии труда и средств в механическом
цехе(N-годовая программа).
-сумма
экономии труда и средств в механическом
цехе(N-годовая программа).
![]() -потери
в сборочном цехе при переборке изделий.
-потери
в сборочном цехе при переборке изделий.
![]()
![]()
3. Метод групповой взаимозаменяемости
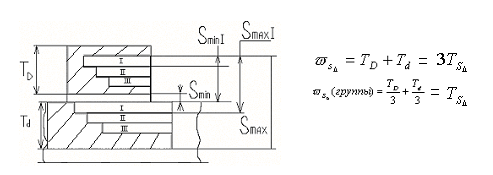
При групповой взаимозаменяемости заданный допуск на замыкающее звено получается для всех изделий, но при условии, что в комплект изделий входят детали, принадлежащих только одной из групп, на которой они предварительно рассортированы. Допуски на изготовление увеличиваются в несколько раз по сравнению с методом полной. взаимозаменяемости, но после изготовления детали сортируются на несколько групп в пределах более узких допусков. Сборку изделий производят из деталей одноименной группы.
Достоинство: широкие допуски в пределах данной группы.
Недостатки:
Ограниченная взаимозаменяемость
Необходимости создания запаса деталей в сборке цеха
Некоторое увеличение трудоемкости на рассортировку
Появление некомплектных деталей.
нельзя применять метод, если одни и те же детали одновременно обеспечивают несколько сборочных процессов.
4. Метод пригонки.
Применяется, как правило, в многозвеньевых РЦ, допуски на изготовление детали широкие, экономически выгодные. Заданная точность замыкающего звена достигается за счет изменения размера только у одного звена РЦ с помощью слесарной, или мех. обработки (рис.1)
Недостатки:
резкое увеличение трудоемкости на 40% и более по сравнению с методом полной взаимозаменяемости
требует высокой рабочей квалификации
в результате прогонки появляется стружка, которая может попасть в изделие и ухудшить качество.
Применяется в опытном и мелкосерийном производстве.
5. Метод регулирования компенсатором
Многозвеньевые РЦ, допуски на изготовление широкие и экономически выгодные – достоинство.
Заданная точность замыкающего звена, достигается за счет изменения размера или специального положения. Деталью называемой компенсатором! Метод получил широкое применение в авиатехнике.
Лекция -4