

Токарная обработка дисков
Токарная обработка в чистовом этапе является сложным и ответственным процессом. Необходимо реализовать особые условия при обработке маложестких дисков компрессора. Для обеспечения всех требований по точности при изготовлении дисков, наиболее предпочтительной является реализация первой технологической схемы. Были созданы специальные станки для токарной обработки дисков. В этом станке диск устанавливается во вращающейся каретке по наружному диаметру обода, при этом все поверхности с двух сторон остаются доступными для инструмента. Обработка проводится одновременно с двух сторон, поэтому усилия резания взаимно компенсируются, что существенно снижает деформацию полотна диска. У всех поверхностей, обработанных в этой операции, формируется общая ось, совпадающая с осью вращения заготовки (опять же первая технологическая схема). Традиционной является токарная обработка дисков на токарных станках с ЧПУ, имеющих вертикальную или горизонтальную оси вращения. Заготовки устанавливаются по проверочным установочным базам. Диск закрепляется прихватами предварительно через центральные отверстия или периферии, далее индикатором проводится выверки, диск смещается по результатам выверки в нужную сторону. Если требуемая точность достигнута, то проводится закрепление прихватами, а затем контрольное измерение биения (пока прихваты закрепляли, могло произойти биение). Результаты фиксируются в паспорте, далее проводится токарная обработка всех доступных поверхностей. На эти поверхности устанавливаются дополнительные прихваты, и диск закрепляется, а прихваты, использовавшиеся в начале обработки, снимаются, далее обрабатываются все оставшиеся поверхности. Далее диск переворачивается, и все процедуры повторяются. Если диск маложесткий то в рассматриваемой наладке используются специальные базовые плиты с подводимыми упорами, в этих плитах упоры подпружиненные, и эти подводимые упоры самоустанавливаются по поверхности диска, а затем фиксируются конструктивными элементами оснастки.
Протягивание пазов типа елка и ласточкин хвост
Протягивание пазов. В дисках компрессора формируются замки типа «ласточкин хвост» или «ёлка». Пазы обрабатываются главным образом методом протягивания, на горизонтально – протяжных или вертикально - протяжных станках.
РИСУНОК 012
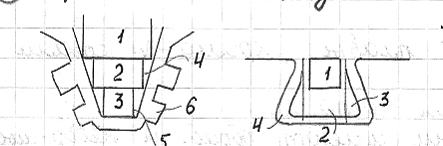
При протягивании пазов выдерживаются следующие размеры:
все размеры пазов обеспечиваются инструментом;
размер от оси детали до паза обеспечивается за счет выбора в качестве установочной конструкторской базы и точной настройки протяжного станка по размеру α;
смещение пазов от номинального положения обеспечивается настройкой станка и настройкой блока протяжек;
точность по шагу пазов обеспечивается точностью делительного устройства, приспособления (фиксатор 15) и обработкой пазов через 1;
точность по углу наклона паза обеспечивается настройкой приспособления;
размер, связывающий положение пазов относительно отверстий, обеспечивается за счет использования в приспособлении установочного пальца и настройки приспособления. После настройки приспособления на заданный типоразмер диска протягивается образец и контролируется.
Точность радиального расположения паза обеспечивается за счет реализации 2ой тех схемы, т е КБ (центрирующие пояски) исп-ся в кач-ве УБ .Если в пределах азаора по посадочной пов-ти диск смещен, то это смещение переходит в погрешность радиального зазора.Этот размер обеспечивается точностью наладки операции.
Точность по шагу пазов обеспечивается точностью делительного приспособления, а так же тех требованием на последовательность протягивания пазов.
Пазы протягиваются через один , сначала нечетные, а затем по 2 кругу четные, из за действий усилий резания. Может произойти деформация пермычки между пазами и проявится накопленная погрешность по шагу пазов. Угол наклона пазов обеспечивается точностью настройки поворотного эл-та приспособления. Смещение паза относительно оси диска (относительно радиуса диска) обеспечивается за счет реализ 2ой тех схемы, а также настройки блока протяжек.