

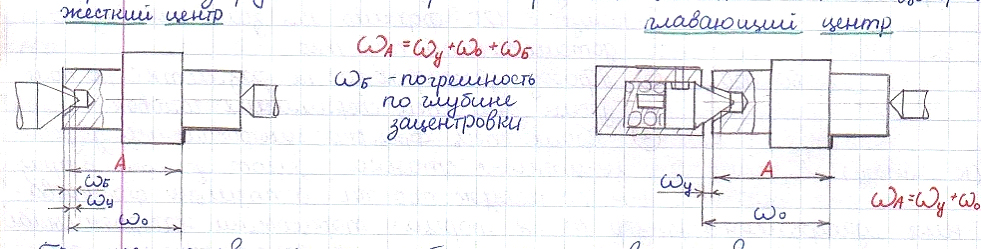
Обработка в центрах при использовании плавающего и жесткого центров (анализ точности обработки при установке вала в центрах)
Плавающий центр может смещаться в осевом направлении зависимости от глубины зацентровки. При этом установочной базой в осевом направлении является торец вала, следовательно, исходная база для линейного размера будет совмещена с установочной базой. Реализуется вторая технологическая схема. Показанный на рисунке зазор между корпусом центра и торца вала в наладке отсутствует. Но всегда имеется незначительное смещение центра в пределах партии. Это смещение является погрешностью установки.
При использовании жесткого центра при автоматическом выдерживании размеров осевое положение заготовки в технологической системе будет зависеть от глубины зацентровки. Левый торец вала будет смещаться в осевом направлении. Погрешность установки условно показана в виде зазора. Реализуется четвертая технологическая схема. Так как исходная база (торец вала) не совмещена с установочной (коническая поверхность зацентровки), поэтому в состав суммарной погрешности входит дополнительная составляющая - погрешность базирования.
РИСУНОК 007
Токарная обработка на многорезцовых станках (Анализ наладки многорезцового токарного станка)
При наладке таких станков можно использовать два варианта. Первый - наладка по максимальной ступени. Второй - наладка по минимальной ступени. Станки имеют два суппорта - поперечный для подрезки торцов и продольный для наружного обтачивания.
РИСУНОК 008 ( с картинки текст нужно предупреди об этом)
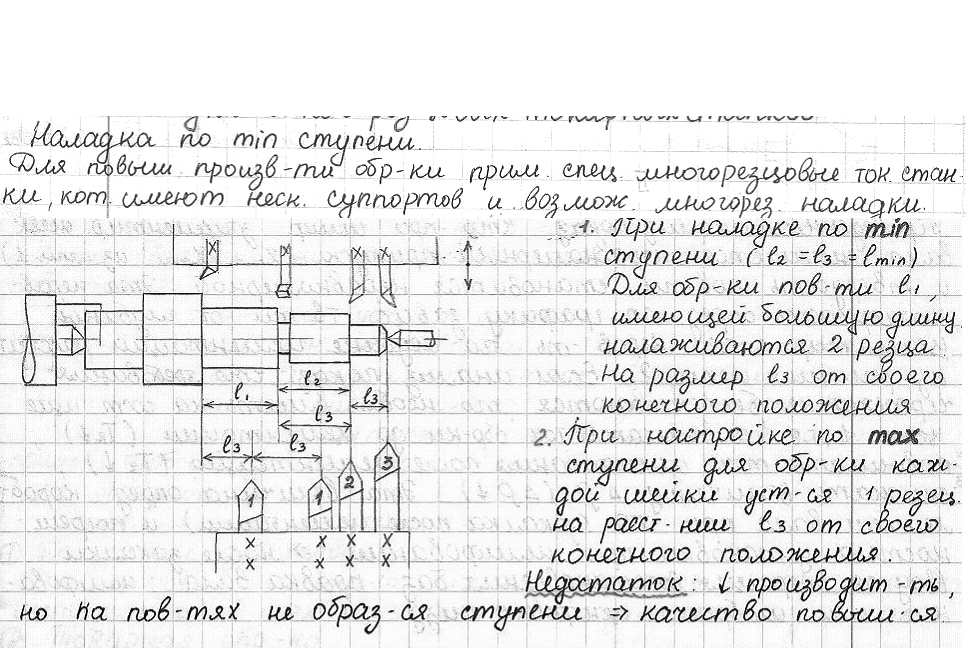
Наладка по максимальной ступени.
«+»существенно вырастает производительность, так как одновременно проводится обработка нескольких поверхностей.
Наладка по минимальной ступени.
«+» обеспечивает дополнительное повышение производительности, так как машинное время на обработку будет определяться длиной минимальной ступени, при этом другие ступени должны обрабатываться несколькими резцами.
«-»на границе в зоне пересечения для двух резцов остается риска.
Обработка внутренних поверхностей
Внутренние поверхности обрабатываются в получистовых и чистовых этапах зенкерованием или растачиванием. Для повышения точности при расточке внутренних поверхностей используются специальные расточные головки с симметричным расположением резцов. Усилия резания компенсируют друг друга, и увода оси не происходит, точность повышается.
Анализ глубины цементируемого слоя и его равномерности
При обработке цементируемых валов обеспечивается достаточно высокая равномерность по глубине цементируемого слоя в операции цементации. Но при закалке происходит искривление оси вала и дальнейшие шлифование цементируемых поверхностей снимает неравномерный слой (припуск) при этом твердость поверхности становиться существенно не равномерной. Будем рассматривать проверочную задачу, то есть имеется чертеж детали и все конструкторские требования, а также технология изготовления вала. Исходные данные по чертежу: r – радиус, Ц – глубина цементации, HRC – твердость, допуски. R – операционный размер на операцию шлифование до цементации, ∆ρ точность операции восстановления баз, r - операционный размер на операцию шлифование после цементации.
