

Обработка лопаток в кассетах и брикетах
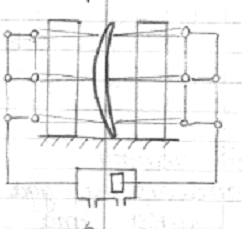
Кассета – это приспособление-спутник, она состоит из двух базовых плит, которые изготавливаются из инструментальной стали высокой твердости. Между этими плитами закреплены установочные профильные элементы – по профилю корыта и спинки. На эти профильные элементы устанавливается лопатка по крайним сечениям с упором по входной кромке – две точки и упор по трактовой поверхности замковой плоскости со стороны входной кромки. Для фиксации лопатки при распределении припуска имеется винтовой зажим. После фиксации оптимального положения лопатка закрепляется путем заливки кассеты сплавом Вуда. Недостатком обработки в кассетах является то, что необходимо большое количество высокоточной оснастки – кассет – по числу лопаток в обработке. Для устранения этого недостатка разработана технология, предусматривающая установку лопаток в брикетах. Для изготовления брикетов имеется специальный заливочный стенд, на котором формируются брикеты для различных лопаток. Установка проводится по двум контрольным сечениям с использованием измерительных конических стержней, длина которых настраивается по эталонной лопатке. После заливки лопатки конические стержни выдергиваются из брикета с помощью пневмоцилиндра. Распределение припуска осуществляется вручную легким поворотом лопатки между настроечными стержнями. Базирование также проводится по входной кромке. Недостатком обработки в брикетах является то, что возрастает погрешность установки за счет деформации поверхности брикета. При больших усилиях брикеты иногда разрезаются.
РИСУНОК 029 и 030

Получение заготовок [Самостоятельно]
Лопатки ГТД классифицируют по назначению, по конструктивным признакам, по способу изготовления. Основными конструктивными элементами лопаток являются: перо, хвостовик, полки пера и хвостовика, антивибрационные и бандажные полки. Заготовки лопаток получаются методами горячего деформирования, для лопаток компрессора получают малоприпусковые заготовки, припуски - 0,2-0,8мм. Среднеприпусковые заготовки - до 2 мм, а высокоприпусковые - больше 2мм. Заготовки лопаток турбины получаются специальными методами литья. Если она охлаждаемая, то другими методами нельзя получить. Литье безприпусковое (технология существенно проще). При изготовлении лопаток из малоприпусковых заготовок, трудоемкость механической обработки существенно уменьшается, но при этом появляется дополнительная технологическая проблема - обеспечить распределение припуска при изготовлении каждой отдельной лопатки, так как при высокоскоростной штамповке обеспечивается минимальный припуск, а его неравномерность соизмерима с его величиной. Распределение припуска проводиться различными методами. Используется прибор АРП - автомат распределения припуска, - в котором проводиться автоматический обмер заготовки с помощью настроечных измерительных стержней, лопатка в течение 30 секунд обмеряется, и обеспечивается максимальное соответствие теоретического профиля лопатки относительно поверхности заготовки. Найденное положение фиксируется в технологической оснастке, если прибор встроен в технологическую систему, или за счет зацентровки заготовки, если прибор работает автономно.