

10. Структура погрешности размеров, выполняемых в операции
Размеры, выполняемые в данной i – ой операции при обработке партии заготовок на настроенном станке называют операционными размерами. На их поле рассеивания ωi влияет ряд причин – производственных факторов. Одни из них возникают уже в момент установки заготовки, другие – сопровождают процесс обработки. Совокупное влияние этих причин и приводит к рассеиванию ωi значений операционных размеров. Из рисунка 12 видно, что, например, при торцевом фрезеровании плоскости появляется регион R распределения R=Aдmax-Aдmin,
где Aдmax и Aдmin – предельное значение действительных размеров в партии деталей.
Используя методику статистического анализа на основе знания R рассчитывают и величину ωi, где i – номер операции.
Как видно из рисунка 12, причиной возникновения ωi здесь и ωу (из-за неодинакового смятия гребешков шероховатости базовой поверхности, колебания сил закрепления Р от заготовки к заготовке), а также и ωо (возникающая при фрезеровании из-за износа инструмента, колебания твердости заготовок и силы резания и др.)
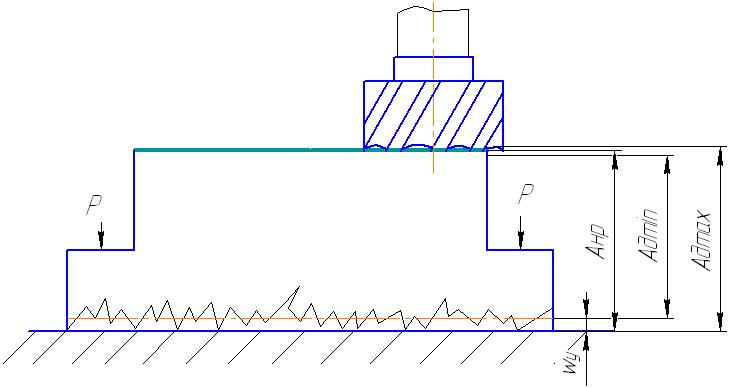
Рис. 12. Торцевое фрезерование плоскости
Т.о. следует вывод, что операционная погрешность ωi есть сумма погрешности установки ωу и погрешности, связанной с обработкой ωм.о, т.е.
ωi= ωу+ ωм.о.
Далее будут подробно рассмотрены причины возникновения каждой из составляющих ωi.
11. Структура погрешности установки
Определение погрешности установки, сформулированное ГОСТ-ом, слишком общее. Поэтому дадим более точное определение: погрешность установки - часть операционной погрешности, которая связана с базированием и закреплением заготовки, и представляет собой разность предельных расстояний измерительной (исходной) базы заготовки, измеренных относительно станка в направлении операционного размера. Это положение наглядно иллюстрирует рисунок 13, где 1, 2 –предельные положения; z – зазор в посадке.
Р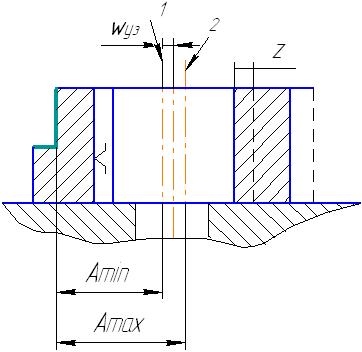 ис.
13. Погрешность установки
ис.
13. Погрешность установки
Ниже рассматриваются причины возникновения элементарных погрешностей, входящих в состав ωу.
Причинами, влияющими на точность установки заготовки на станке или в приспособлении, являются:
- упругие деформации установочной поверхности под действием сил закрепления;
- неточности размера базовых поверхностей и погрешности их формы;
- геометрические и динамические погрешности приспособлений;
- система простановки операционных размеров, приводящая к несовпадению технологической и измерительной баз;
- схема установки заготовки.
11.1. Влияние деформаций установочной базы на ωу.
Элементарную составляющую погрешность, входящую в состав ωу.и связанную с собственно заготовкой обозначим через ωуз.
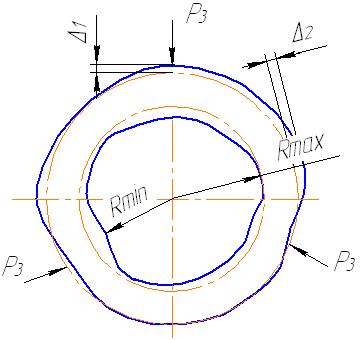
Деформация тонкостенного кольца при установке его в токарном трехкулачковом патроне (см. эскиз) проявится во вдавливании цилиндрической поверхности – базы под кулачками и выпучивании её между кулачками, вызывая соответственно деформации Δ1 и Δ2. Их сумма и будет представлять: ωуз = Δ1 + Δ2=Rmax – Rmin в партии заготовок.
 Кольцо,
снятое после расточки отверстия приобрело
гранность этой поверхности. Расчетная
формула для определения ωуз
такова:
Кольцо,
снятое после расточки отверстия приобрело
гранность этой поверхности. Расчетная
формула для определения ωуз
такова:
![]()
где РЗ – сила закрепления (кгс);
l – длина кольца;
к=Дн/Двн – отношение наружного ко внутреннему диаметру кольца в исходном состоянии.
Рис. 14. Деформация тонкостенного кольца
при установке его в токарном трехкулачковом патроне