

8. Условия обеспечения точности выполняемого размера (параметра)
При выполнении в операции заданного размера или иного геометрического параметра партий заготовок на настроенном станке, для обеспечения заданной точности (т.е. допуска) должны быть соблюдены два обязательных условия.
Первое заключается в обеспечении соотношения ω≤Т, где ω – поле рассеивания, а Т – поле допуска.
Однако первого условия ещё недостаточно для гарантии от брака. Поэтому второе условие требует, чтобы поле ω находилось внутри заданных предельных размеров (рисунок 10). Это условие формулируется соотношением:
Р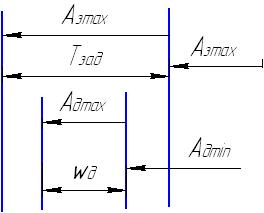 ис.
10.
ис.
10.
Адmax≤Aзmax;
Адmin≥Aзmin,
где Ад – действительный размер
Aз – заданные размеры.
9. Способы достижения заданной точности размеров
При обработке заготовок на станках используют два принципиально различных способа достижения заданных размеров:
- способ индивидуального получения размера, называемый ещё способом пробных проходов и промеров;
- способ автоматического получения требуемого размера.
Первый способ характерен для единичного производства, состоит в том, что исполнитель операции «подбирается» к требуемому размеру постепенно, за несколько пробных проходов (см. схему).
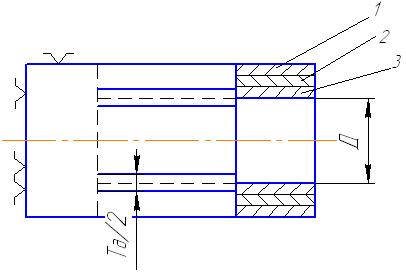
Рис.11. Способ пробных проходов с промерами
По результатам последних промеров корректируется положение инструмента без опасения допустить брак. Обычно толщина снимаемого слоя материала уменьшается в каждом последующем проходе. Пробные проходы выполняются на небольшом участке поверхности, достаточном для измерения. По достижении требуемого размера обрабатывается уже вся поверхность заготовки. При установке заготовки часто используют выверку её положения на станке.
Достоинства данного способа в том, что на неточном оборудовании можно достичь высокой точности размеров, а недостаток – в низкой производительности и в необходимости иметь исполнителей высокой квалификации. Надо так же иметь в виду, что способ применим в случае, когда допуск на размер превышает толщину снимаемой стружки.
Способ автоматического получения заданных размеров (иначе способ работы на заранее настроенных станках – работа по настройке) применяется в серийном и массовом производстве. Он выполняется без непосредственного участия станочника в процессе обработки. Станочник выполняет лишь вспомогательные переходы.
Для работы по настройке предназначено много типов различного оборудования, однако и универсальное оборудование не исключает возможности работы по настройке.
Настройка инструментов выполняется по- разному: по эталонным образцам, с помощью измерительных головок, на оптических приборах вне станка, способом пробных проходов. Выбор способа настройки диктуется особенностями оборудования и осуществляется обычно наладчиком.
Способ автоматического получения размеров имеет ряд разновидностей: работа мерными режущими инструментами (сверла, зенкера, развертки, протяжки, метчики, плашки и др.). обработка в кондукторах, обработка с копировальными устройствами.
Способ имеет ряд достоинств: высокую производительность, гарантированную точность, исключает субъективный фактор, возможность использовать менее квалифицированную рабочую силу.
Можно отметить, что рассмотренные способы получения размеров применяются и самостоятельно, и в сочетании друг с другом.