

6.3. Классификация баз
Базы классифицируются по следующим признакам:
- по назначению: конструкторские, технологические и измерительные (последние иногда называют исходными);
- по количеству лишаемых степеней свободы: установочные, направляющие, опорные;
- по характеру проявления (явные и скрытые).
Конструкторские базы, ориентирующие деталь в изделии называют основными (ОКБ). Конструкторские базы, по которым другие детали ориентируются в данной называют вспомогательными (ВКБ). Последние могут оказаться и рабочими поверхностями, например, шлицевая поверхность, в которой размещается рессора, являясь ВКБ, выполняет и рабочие функции, передавая крутящий момент. Допуски на расположение поверхностей детали задаются, как правило, относительно ОКБ.
Базовая поверхность, лишающая тело 3 степеней свободы называется установочной базой, двух – направляющей, одной – опорной базой.
Явными базами служат реальные поверхности заготовок и деталей, а скрытыми – условные линии – оси или точка. При изготовлении деталей от условных баз с помощью различных мероприятий переходят к явным базам или определяют оси симметрии реальных поверхностей, переходя тем самым к скрытым базам. Так же обходятся со скрытыми базами – точками.
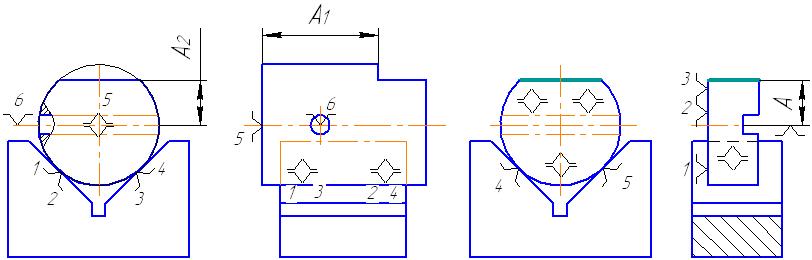
ГОСТ 21495-76 называет ещё две схемы базирования: базирование по двум направляющим и базирование по двум опорным точкам (рисунок 7).
а) б)
Рис. 7. а) Базирование с двумя направляющими;
б) Базирование с двумя опорными базами
Такие схемы возникают в случаях, когда на валу небольшого диаметра или диске небольшой длины нужно образовать, например, площадку, путём фрезерования. Аналогичные схемы базирования возникают и при размещении заготовки в патроне с тремя кулачками. Из-за зазоров в соединениях деталей патрона с приближением кулачков заготовки коснуться поочередно два кулачка, воспроизводя контакт заготовки с призмой. Третий, отставший кулачок, работает лишь на закрепление, а не на базирование вала или диска.
В дополнение к классификации баз по ГОСТ проф. А.А. Маталин предлагает использовать для технологических баз классификацию по особенностям их применения. При этом появляются контактные, настроечные и проверочные базы. Первые входят в непосредственный контакт с ответными элементами станка или приспособления. Эти элементы называются базирующими. Настроечные базы – те же измерительные, от которых выполняется настройка режущих инструментов, проверочные базы тоже измерительные, используемые для определения и уточнения положения заготовки перед обработкой.
6.4. Способы базирования
Базирование заготовок на станках или в приспособлениях может быть осуществлено тремя способами:
- по разметочным рискам (по разметке);
- с помощью выверки;
- непосредственным сопряжением.
Для базирования по разметке, на заготовку сперва наносятся (прочерчиваются) тонкие разметочные риски, ориентируясь на которые и базируют заготовку. Точность базирования здесь невелика, а стоимость разметки - высока.
Базирование выверкой обеспечивает высокую точность, но довольно трудоёмко.
Наиболее распространено базирование непосредственным сопряжением базовых и базирующих поверхностей. При этом эффективном способе весьма желательно иметь качественно подготовленные базы. Этот способ широко применяется и в серийном, и в массовом производстве.