

6. Основы базирования
6.1. Понятие о базах и базировании
При обработке заготовок на станках, при сборке изделий возникают задачи соединения их соответственно со станком или друг с другом. Аналогичные задачи возникают и при измерении, когда требуется определить взаимное положение объекта и измерительного инструмента.
Все эти задачи решаются с помощью представлений о базировании.
В основе этих представлений лежит положение теоретической механики о наличии у твердого тела 6 степеней свободы в системе координат xyz. Чтобы придать телу определенность положения в системе координат, следует установить двухсторонние удерживающие связи – три между нижней плоскостью призмы и координатной плоскостью xoy, две – на задней боковой грани до плоскости zox и одну – на задней торцевой – до плоскости yoz.
Базирование, в соответствии с ГОСТ 21495-76, есть придание требуемого положения заготовки на станке или детали в изделии относительно выбранной системы координат.
Базой называют поверхность (сочетание поверхностей, выполняющих ту же функцию), линия, точка, принадлежащие заготовке (или детали) и используемые для базирования (рисунок 3).
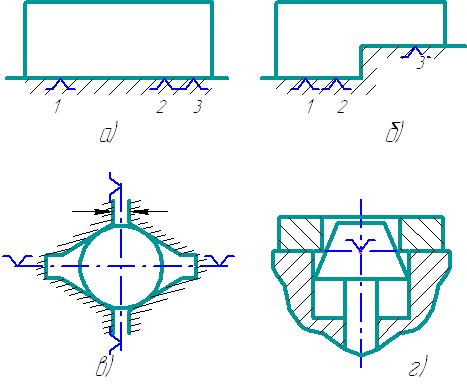
Рис. 3. Виды баз
а) база- плоскость; б) база – сочетание поверхностей; в) базы – линии (оси);
г) база – точка (пересечение плоскости и оси)
Совокупность трёх баз называются комплектом баз, а точки, символизирующие двухсторонние связи опорными точками.
Схема
базирования
– это схема расположения опорных точек.
Эти точки обозначаются так: на виде
сбоку знаком
![]() ,
а на виде сверху – знаком
,
а на виде сверху – знаком
![]() .
Если они расположены на невидимой
стороне, то их контур изображается
контурными линиями.
.
Если они расположены на невидимой
стороне, то их контур изображается
контурными линиями.
Для обеспечения неподвижности тела в координатной системе, на него необходимо наложить 6 двухсторонних связей, а когда тело должно иметь какое-то число степеней свободы, то соответствующее количество связей снимается. Например, на токарном станке заготовка должна вращаться, на бесцентрово-шлифовальном станке – вращаться и перемещаться вдоль своей оси.
Схема базирования – это схема расположения опорных точек на базах заготовки. Так, для призмы, показанной на рисунке 4 опорные точки располагаются следующим образом: на нижней плоскости 1, 2, 3, на левой – 4,5, на задней -6.
Рис. 4. Схема базирования призмы в координатной системе ХYZ.
6.2. Схема расположения опорных точек на поверхности призмы
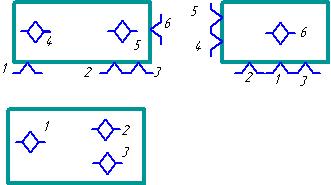
Рис. 5. Схема расположения опорных точек на поверхности призмы
Следует иметь в виду, что надежное базирование должно обеспечиваться лишь в направлении заданного для выполнения в данной операции размера, что видно из рисунка 6.
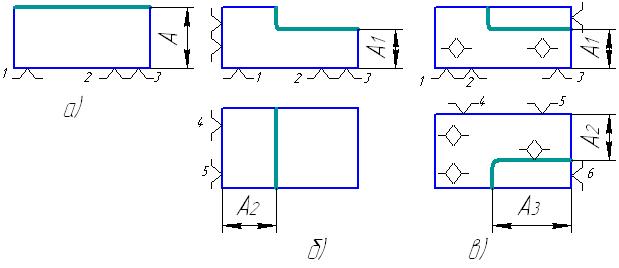
Рис. 6.
а) База на нижней плоскости для размера А1.
б) База на нижней и боковой плоскости для размеров А1 и А2.
в) База на нижней боковой и торцевой плоскостях для размера А1, А2 и А3 соответственно.
Как видно из рисунка 6, в случае «а» заготовку базируют так, чтобы получить размер А, в случае «б» - базированием обеспечиваются размеры А1 и А2, а в случае «в» - уже три размера А1, А2, А3.