

19.10. Разработка тт к выполняемым операциям
Вообще все требования рабочего чертежа являются техническими. Но обычно под ТТ понимают указания на допустимые величины несоосностей, биений, смещений от номинального положения и т.п.). Эти параметры, указанные на рабочем чертеже детали, выполняются главным образом на окончательных операциях. Для всех предшествующих операций подобные ТТ разрабатывает технолог с целью достичь необходимой точности расположения базовых и обрабатываемых поверхностей, обеспечить минимальную неравномерность снимаемых припусков. При этом используется ниже изложенная методика, основанная на анализе ТП с точки зрения последовательности операций и их содержания.
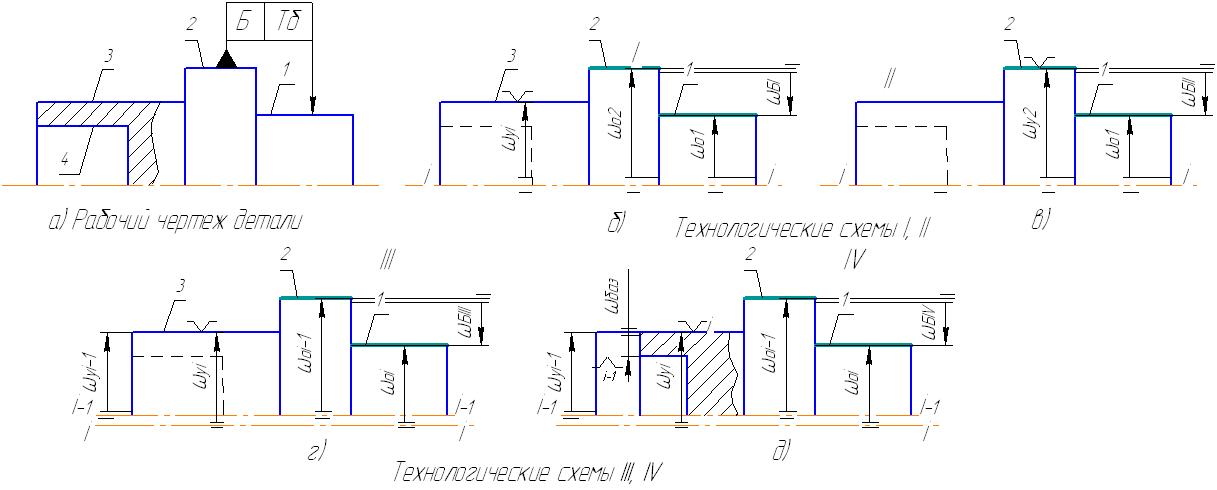
Рис. 47. Технологические схемы
Существо этой методики рассмотрим на примере (рисунок 47). Требуется обеспечить в ТП изготовления детали (рисунок 47а) допустимые по рабочему чертежу биение ТБ между поверхностями 1 и 2. В ТП могут по ряду причин использоваться различные схемы (I...IV) базирования заготовки (рисунок 47б,в,г,д).
Схема I показывает возможность обработки поверхностей 1 и 2 в одной операции при одной установке (ось i-i). В этом случае (рисунок 47в) поле рассеивания биений в партии деталей, как видно из размерной связи, равно
ωБI=ωo1+ωo2≤ТБ
Погрешность установки ωуi хотя и имеет место, но в размерную связь не входит. Схему I называют обработкой с одной установки, и она широко практикуется. На станках токарного типа, на круглошлифовальных станках при обработке простых поверхностей погрешности ωо≈0, и обеспечить строгую величину ТБ несложно.
Но если представить, что поверхность 1 – зубчатый венец, то схема I неприемлема (разные станки). В этом случае целесообразно реализовать схему II, полагая, что к моменту обработки поверхности 1 поверхность 2 уже подготовлена ранее. Тогда
ωБII=ωу2+ωo1≤ТБ,
а для выполнения условия ωБII≤ ТБ требуется обеспечить приемлемую00 величину ωу (с учетом и ωo).
В ТП может иметь место и схема III, когда приходится поверхности 1 и 2 обрабатывать в разных операциях и на разных станках (например, зубчатый и шлицевой венцы), используя при этом одну и ту же базу. Две различных операции соответствуют осям i-1 и i.
Здесь ωБIII=ωуi-1+ωoi-1+ωoi≤ТБ,
а для выполнения условия ωБIII≤ ТБ требуется уменьшать ωу в обеих операциях (учитывая и ωо).
Наконец, в ТП может встретиться и схема IV, когда обработку поверхностей 1 и 2 приходится вести и в разных операциях и от разных баз:
ωБIV=ωуi-1+ωoi-1+ ωуi+ωoi+ωбаз,
где в размерную связь включается погрешность из-за смены баз ωбаз. Обеспечение ТБ при этом ещё более осложняется.
Изложенная методика полностью применима для определения величины неравномерности расположения припуска в случае предварительной и окончательной обработки одной и той же поверхности заготовки.
19.11. Выбор оборудования
С технологической точки зрения различают четыре основных группы станков:
- станки общего назначения (универсальные);
- станки общего назначения повышенной производительности;
- станки определенного назначения (зуборезные, резьбофрезерные, копировально-фрезерные и т.п.);
- специальные станки.
Кроме того, по точностным возможностям станки бывают обычной, повышенной, высокой и особовысокой точности. Последние часто называют – прецизионными.
Обе указанные характеристики – производительность и точность - лежат в основе выбора того или иного станка. При этом серийность производства диктует задачу обеспечения производительности: чем выше серийность, тем более производительным должно быть оборудование.