

19.7. Определение последовательности обработки поверхностей заготовки
Последовательность обработки поверхностей определяется следующими соображениями: сперва обрабатывают поверхности, служащие базами в дальнейших операциях, а также – менее точные поверхности; последующие операции должны уменьшать погрешности предшествующих; отверстия в заготовках валов значительной длины обрабатывают прежде, чем наружные поверхности.
Вообще же, на последовательность обработки указывает простановка размеров на чертежах детали. Есть три варианта простановки размеров: координатная, цепная и смешанная (рисунок 46а, б, в соответственно).
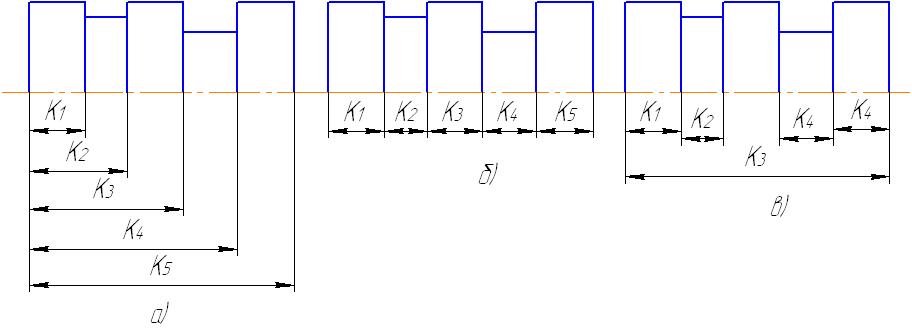
Рис. 46. Варианты простановки размеров на чертеже детали
В случае а) обработку начинают с измерительной базы, а остальные поверхности обрабатываются в любой последовательности по заданным размерам.
В случае б) обработку начинают с любой поверхности, но затем строго соблюдается заданная последовательность размеров.
Случай в) представляет свободный выбор начальной поверхности и последующую комбинацию обработки.
19.8. Выбор баз
В основе выбора баз лежит принцип совмещения баз: на окончательных операциях требуется совместить технологическую базу с конструкторской, которая должна быть совмещена с измерительной уже в рабочем чертеже детали. На операциях, предшествующих окончательным, с технологическими базами должны быть совмещены измерительные (исходные). Исходными базами могут быть приняты также поверхности, обработанные в данной операции.
Важно помнить, что в случаях, когда не все поверхности заготовки требуют механообработки и остаются на детали необработанным («черным»), то на первой операции эти поверхности и используют как технологические базы. К тому же системы обрабатываемых т «черных» поверхностей должен связывать лишь один размер.
При выборе баз нужно учитывать и принцип постоянства баз, обеспечит наибольшую точность взаимного расположения поверхностей. Этот принцип успешно реализуется при базировании валов на центровых фасках. При базировании на СЧПУ с одной установки можно обработать большое число поверхностей (например, на корпусах).
19.9 Формирование операций и этапов тп
Под формированием операций понимается перечень обрабатываемых в данной операции поверхностей (количество переходов) и рациональная последовательность их обработки.
В мелко- и среднесерийном производстве этот перечень называют комплексом, в него входят поверхности, которые удобно (доступно для инструментов) обработать при данной установке заготовки. Для указанной серийности характерны среднеконцентрированные операции, собственно концентрация может быть организационной, технической и технологической. Для операций, выполняемых на СЧПУ проектируют и высококонцентрированные операции, что выгодно экономически.
К началу формирования операций уже определено количество ступеней обработки каждой поверхности заготовки и установлена последовательность операций, решен вопрос выбора баз, есть представление об оборудовании, поэтому фактически сформирована маршрутная технология.
Когда определены базы, комплексы обрабатываемых в операциях поверхностей, последовательность переходов, определено место термообработки, рассчитаны операционные размеры, выбраны конкретные станки, режущие и др. измерительные инструменты, оценена трудоемкость операций, тогда оформляются операционные карты, комплект которых называют операционной технологией. После её разработки корректируется и маршрутная технология.
Группируя черновые, чистовые, окончательные и отделочные операции, учитывая место термообработки (или ХТО), получаем соответствующие этапы ТП.
В черновом этапе ТП грубые поверхности детали (12…13 кв) получаются окончательно, а для более точных поверхностей здесь выполняется лишь предварительная обработка. Иногда после этого этапа заготовки термически нормализуются, а обычно нормализация проводится для заготовок.
В чистовом этапе окончательно получают поверхности средней точности (10…11 кв). После этого этапа выполняют термообработки или ХТО.
Точные и особоточные поверхности детали получают в окончательном и отделочном этапах (некоторые виды ХТО, например, азотирование) выполняют после окончательного этапа перед отделочным. Здесь же выполняется и упрочняющая обработка, если таковая требуется.