

12.6. Влияние на точность обработки погрешностей настройки станков
Настройка – это процесс первоначального установления требуемой точности размера за счет точности относительного расположения рабочей поверхности инструментов, станка, приспособления.
В практике используют в основном настройку методом проходов с промерами с обработкой пробных заготовок или настройку инструментов по эталонной детали – эталону в статическом состоянии.
Метод пробных проходов гарантирует большую точность настройки, т.к. позволяет частично учесть, например, податливость ТС. Погрешность настройки по этому методу будет:
,![]() где
где
ωрег. – погрешность регулирования положения резца;
ωизм. – погрешность измерения.
При настройке по эталону погрешность составит
,![]() где
где
ωИЭ- погрешность изготовления эталона;
ωУИ – погрешность установки инструмента.
Метод динамической настройки основан на пробных проходах с определением ожидаемого поля рассеивания размеров в партии. Этот метод рационален, но трудоемок из-за чего ограничен в использовании.
13. Технологические размерные расчеты
При проектировании изделий, их сборке, при расчете операционных размеров и измерениях для определения величин задаваемых и выполняемых размеров (включая и отклонение расположения) используют теорию размерных цепей (РЦ).
Размерной цепью называют замкнутый контур взаимосвязанных размеров (звеньев), с помощью которых решаются различные задачи – проектирования, нахождения операционных размеров, контроля.
Входящие в РЦ размеры называются звеньями. В зависимости от их характера РЦ бывают
- линейными (звенья их параллельны и лежат в одной плоскости);
- плоскими (звенья их лежат в одной плоскости, но под различными углами друг к другу);
- пространственными (звенья их лежат в разных плоскостях и разнонаправлены);
- векторными (их звенья – векторы – существенно-положительные величины (биения, разностенности, эксцентриситеты);
- угловые (их звенья – углы).
Имеют место и смешанные цепи, в состав которых входят и линейные (скалярные) и векторные звенья.
Звенья в размерных цепях разделяются на замыкающие и составляющие. Замыкающим называется звено, получающееся в результате выполнения составляющих звеньев, т.е. за счет этих звеньев и в этом смысле его иногда определяют как последнее звено. В каждой РЦ может быть одно и только одно замыкающее звено. В технологических размерных цепях в качестве замыкающего звена оказывается либо конструкторский размер, заданный на рабочем чертеже детали, но непосредственно ни в одной из операций ТП не выполняемый, либо припуск на обработку поверхности. То же относится и к векторным цепям.
Составляющими звеньями, количество которых не ограничено, являются действительные, т.е. реально выполняемые операционные размеры (линейные или векторные звенья).
Главная задача РЦ – обеспечить выполнение заданного замыкающего размера с его допуском. РЦ – есть уравнение с одним неизвестным. Этим неизвестным является одно из составляющих звеньев. Безошибочное его определение и обеспечит выполнение главной задачи. Отметим, что иногда в РЦ могут оказаться и два неизвестных звена. В этом случае нужно отыскивать и вторую РЦ с теми же неизвестными, чтобы решать систему из двух уравнений.
С помощью размерных цепей решаются две задачи – прямая (проектная) и обратная (проверочная).
При решении проектной задачи определяют номиналы и допуска составляющих, исходя из номинала и допуска замыкающего звена.
При решении проверочной задачи, наоборот, имея параметры составляющих звеньев, проверяют, удовлетворяется ли номинал и допуск замыкающего звена. При этом нужно помнить, что допуск конструкторского размера задается рабочим чертежом, и поэтому может быть изменен лишь в сторону уменьшения, но не может быть увеличен. Уменьшение допуска чертежного размера принимается лишь в том случае, если этот размер выполняется в технологии механообработки непосредственно, т.е. превращается в обычный составляющий операционный размер.
Применяется три способа решения РЦ:
- способ предельных значений (способ max-min);
- способ отклонений;
- способ средних значений.
 Эти
способы равноценны по результату и
отличаются лишь методикой расчетов.
Эти
способы равноценны по результату и
отличаются лишь методикой расчетов.
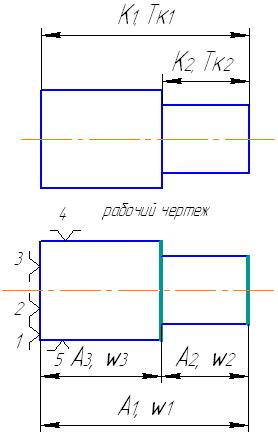
Рис. 27. Технологическая схема операции
Применяемый в ряде случаев четвертый – теорико-вероятностный способ решения РЦ приводит к другому результату в сравнении с тремя выше названными.
Для правильного решения РЦ необходимо установить зависимость между допуском (или полем рассеивания) замыкающего звена и допусками (или полями рассеяний) составляющих звеньев. Эта зависимость может быть установлена путем использования уравнения полного дифференциала функции независимых переменных. Однако, чаще используют более простое доказательство рассматриваемой зависимости, которое приведем и здесь.
Рассмотрим пример технологической операции, где изготавливается деталь с размерами по рабочему чертежу К1 и К2 (рисунок 27). Выше приведен эскиз выполняемой операции с операционными размерами А1 и А3.
Сопоставляя эскизы на рисунке 27 видим, что в операции конструкторский размер К1 в виде действительного размера А1 выполняется непосредственно (ω1≤Тк1), а размер К2 получается косвенно, за счет размеров А1 и А3. Конечно, размер А2 должен соответствовать размеру К2, а на схеме он показан пунктиром. Определим поле рассеяния ω2, для чего запишем очевидные соотношения (1) и (2).
А2max=A1max-A3min (1)
– A2min=A1min-A3max (2)
ω2 = (А1max- A1min)+( A3max- A3min)=ω1+ω3
Т.о., поле рассеяния непосредственно не выполняемого размера равно сумме полей рассеяний непосредственно выполняемых размеров. При этом должно быть выполнено условие ω2≤Тк2.
В соответствии с приведенным ранее определением размер К2 является замыкающим звеном в РЦ из размеров А1, А3, К2. Выглядит эта РЦ как показано на схеме и записывается уравнением цепи А1 – К2Δ – А3=0.
Очевидно, что К2Δ = А1- А3
В общем виде, независимо от количества составляющих
![]()
По отношению к замыкающему звену различают увеличивающие (отмеченные стрелкой вправо) и уменьшающие (отмеченные стрелкой влево) звенья. С увеличением первых замыкающее звено увеличивается, а с увеличением вторых – уменьшается.
Правило суммирования допусков Тi в размерной цепи, являющееся основой решения РЦ таково
![]() ,
,
где ТкΔ – допуск замыкающего звена
Тi – допуск составляющего звена
k – общее количество размеров в РЦ
ξi – передаточное отношение РЦ
Для линейных РЦ ξi =±1, знак «+» имеют увеличивающие звенья, а «–« - уменьшающие.
Для плоских РЦ ξi =±1cosα, где α – угол наклона составляющего звена к направлению замыкающего.