

12.4. Погрешности обработки, связанные с нагревом элементов тс
В процессе механической обработки выделяется теплота. Причина тепловыделения – нагрев оборудования, режущего инструмента, заготовки, стружки.
Оборудование нагревается в основном от собственных источников – электродвигателей, трения в рабочих элементах, дросселирования в гидросистемах, от ёмкостей с рабочей жидкостью и СОЖ, а также и от внешних теплоисточников. В узлах станка возникают неравномерные и нестационарные поля температур, вызывающие тепловые деформации, достигающие значений от 0,003 до 0,05 мм и более, что нарушает геометрическую точность оборудования и отрицательно сказывается на точности обработки.
Меры борьбы с нагревом станков – принудительное охлаждение внутренних источников тепла, вынесение за пределы станка ёмкостей с нагретой жидкостью, предварительный разогрев станка на холостом ходу, изоляция от внешних теплоисточников.
Погрешности из-за нагрева инструментов:
Существенное влияние на точность обработки оказывает тепловыделение в зоне резания от трения и пластических деформаций в контакте заготовка-инструмент. Установлено, что при точении, фрезеровании без применения СОЖ в стружку уходит до 60% теплоты резания, до 30% - в резец, до 10% идет на нагрев заготовки и рассеивания в окружающую среду. При сверлении в заготовке остается до 55% теплоты, 25% уходит со стружкой и около 20% нагревает сверло и рассеивается.
Теплота резания, переходящая в инструмент вызывает его удлинение, которое при отсутствии СОЖ достигает 0,05 мм. Температурная деформация резца в виде графика от продолжительности работы – на рисунке 25.

Рис. 25
Очевидно, что постепенно удлинение уменьшается – наступает тепловое равновесие.
Нагрев и удлинение резца растут с ростом режимов резания – s, v, t.
На длинномерных заготовках деформация резца вызывает погрешность формы ωф в осевом сечении, влияя на изменение размера своей удвоенной величиной
ωф = 2Δн,
где Δн – удлинение резца при нагреве.
При обработке валов ωф=Днач.-Дкон.>0, при расточке отверстий – наоборот.
При обработке партии коротких валов на настроенном станке диаметры первых валов окажутся больше, чем диаметры последних (на отверстиях – наоборот). Причем, изменение размеров валов, предоставленное на графике, имеет ступенчатый характер из-за чередования нагревов и охлаждений резца в ходе обработки и смены заготовок.
12.5. Погрешности, связанные с деформацией заготовок
из-за перераспределения остаточных напряжений
Остаточные – это напряжения, существующие в материале заготовки при отсутствии внешних сил. Эти напряжения возникают в ходе предшествующей обработки и остаются по её окончании, почему и называются остаточными (ОН) или внутренними ОН.
Различают три вида ОН. Наибольшее влияние на точность детали оказывают макронапряжения (ОН 1 рода) в отличие от микро- и субмикронапряжений (ОН 2 и 3 рода соответственно).
ОН 1-го рода охватывают области детали, соизмеримые с её размерами, и до поры уравновешиваются в объеме детали. Нарушения этого равновесия с течением времени (старение), под действием теплоты или вибраций называется релаксацией напряжений. Результатом релаксации является искажение размеров и формы, взаимного расположения поверхностей детали, что требует их исправления в ходе ТП.
Причинами возникновения внутренних ОН служат
- неоднородная пластическая деформация при получении заготовок горячим деформированием и литьем, а также в процессах нагрева и охлаждения;
- неоднородные изменения объема при фазовых превращениях в металле (при закалке, ХТО).
Образование внутренних ОН рассмотрим на примере охлаждения отштампованного диска.
В процессе его остывания быстрее остывают наружные слои, теряя пластичность. Сердцевина, продолжая остывать, стягивает наружный слой, а сама испытывает растяжение. В результате в наружном слое возникают сжимающие ОН (знак -), а в сердцевине – растягивающие (знак +) рисунок 26.
П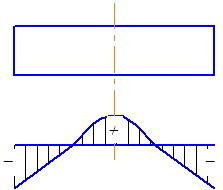 роцессы
механообработки, сопровождаемые и
пластической деформацией и нагревом
также вызывают ОН,
которые называются поверхностными,
т.к. распространяются только в поверхностном
слое на глубине 0,01…0,5 мм и более. В
зависимости от характера этих ОН
они во многом определяют эксплуатационные
характеристики поверхностного слоя,
особенно в условиях вибраций,
знакопеременных нагрузок, влияя на
прочность поверхности особенно для
тонкостенных, ажурных по конструкции
деталей.
роцессы
механообработки, сопровождаемые и
пластической деформацией и нагревом
также вызывают ОН,
которые называются поверхностными,
т.к. распространяются только в поверхностном
слое на глубине 0,01…0,5 мм и более. В
зависимости от характера этих ОН
они во многом определяют эксплуатационные
характеристики поверхностного слоя,
особенно в условиях вибраций,
знакопеременных нагрузок, влияя на
прочность поверхности особенно для
тонкостенных, ажурных по конструкции
деталей.
Рис. 26. Схема образования внутренних ОН