

11.4. Влияние выбора схемы установки вала в призму на величину ωу
 Сравним
две схемы установки партии заготовок
для фрезерования паза в заготовке вала
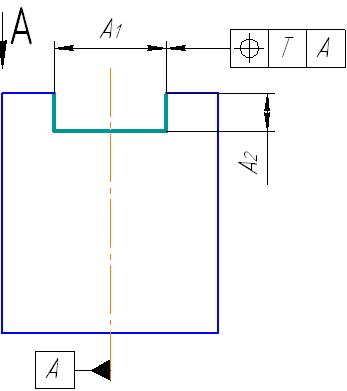
по ТТ, показанной на рисунке 21: смещение
оси паза от базовой оси А требуется
обеспечить в пределах допуска Т.
Сравним
две схемы установки партии заготовок
для фрезерования паза в заготовке вала
по ТТ, показанной на рисунке 21: смещение
оси паза от базовой оси А требуется
обеспечить в пределах допуска Т.
В![]() обеих схемах валы Ø
обеих схемах валы Ø![]() помещаются в призму. В первом случае
ωу=0,
а во втором
помещаются в призму. В первом случае
ωу=0,
а во втором
![]() ,
где α – угол призмы.
,
где α – угол призмы.
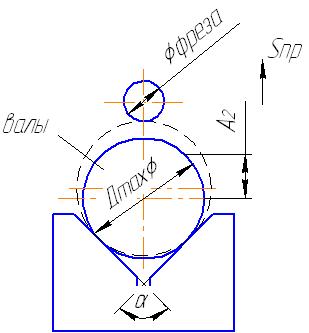
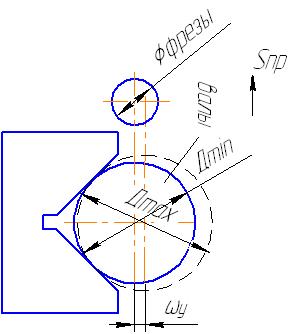
Рис. 21. Влияние выбора схемы установки вала в призму на величину ωу
В первом случае плоскость симметрии призмы параллельна направлению продольной подачи Sпр. Очевидно, что при установке валов разных по диаметру их оси совмещают с плоскостью симметрии и ωу=0 при настрое по валу с любым диаметром.
На второй схеме валы устанавливают в призму, плоскость симметрии которой перпендикулярна Sпр., а настройка выполнена по валу Дmin. Очевидно, что здесь возникает элементарная погрешность (ωу=ωБ), вызванная смещением оси валов: ωБ= φ( ) и связанная со схемой установки.
В заключение констатируем, что в общем случае ωу= ωуз+ ωп+ ωз+ ωбаз. Хотя в конкретных случаях установки заготовок составляющих ωу может быть и меньше, а иногда ωу вообще равна или отсутствует.
12. Причины возникновения погрешности ωм.О, связанные с методом обработки
12.1. Погрешности из-за податливости элементов технологической системы
Под влиянием силы резания, закрепления, динамических сил технологическая система (ТС) - станок, приспособление, заготовка, суппорт с инструментом – испытывает упругие деформации. Способность ТС противостоять им называется жесткостью j, а не способность податливостью W
W=1/j, мкм/Н.
 На
точность обработки наибольшее влияние
оказывает составляющая Ру
силы резания,
действующая по нормали к обрабатываемой
поверхности: она вызывает наибольшую
деформацию уТС
ТС: уТС
=РуWТС.
На
точность обработки наибольшее влияние
оказывает составляющая Ру
силы резания,
действующая по нормали к обрабатываемой
поверхности: она вызывает наибольшую
деформацию уТС
ТС: уТС
=РуWТС.
Для токарных, кругло -шлифовальных станков деформация ТС ( рисунок 22) равна уТС=уПВ+уЗБ+уз+ус,
где уПВ, уЗБ – податливости передней и задней бабок станка соответственно;
Рис. 22 уз – податливость заготовки;
ус – податливость суппорта с
резцом.
Величина податливости ТС при положении инструмента по заготовке на расстоянии х от левого торца (заготовка установлена в центрах бабок) определяется по формуле:
 (1)
(1)
Отметим, что податливость W изменяется по длине вала и зависит от состояния оборудования и способа базирования заготовки. Например, при установке заготовки в патроне (как консоль) податливость заготовки
Эпюры деформации каждого элемента для рассматриваемого случая (заготовка в центрах) показана на рисунке 22.
Рассмотрим случай появления погрешности формы при условии, когда W - переменная, а Ру – постоянная.
В случае когда резец находится в середине длины заготовки (х=0,5l сечение 1-1) и приняв, что WПБ= WЗБ., получим:
WТС.1=1/4(WПБ+ WЗБ)+ WЗ+ WС.,
а при положении резца у передней (или
задней) бабок (х=0
или х=l,
сечение II
– II)
при положении резца у передней (или
задней) бабок (х=0
или х=l,
сечение II
– II)
WТС.1I=WПБ+ WС= WЗБ+ WС.
При этих положениях резца рассчитаем погрешность ωф детали в осевом сечении, учитывая, что ωф=2(уI – yII),
где уI и yII – деформации ТС соответственно в сечениях I и II. Для определения ωф запишем выражения 2уI и 2 уII:
2уI=2Ру[1/4(WПБ+ WЗБ)+ WЗ+ WС] (2)
2 уII= 2Ру(WПБ+ WС) (3)
Вычтя (3) из (2) получим искомую величину ωф:
ωф=2Ру[1/4(WПБ+ WЗБ)+ W-WПБ].
Рис.23
Анализируя это выражение при условии, что WЗ>>WПБ, WЗБ (нежесткий вал на жестком станке), получим, что ωф – величина положительная, т.е. ДI>ДII, (где Д – диаметр вала), а вал приобретет бочкообразность. В случае же, когда WПБ и WЗБ>> WЗ (жесткая заготовка на изношенном станке), вал может оказаться и седлообразным в осевом сечении.
Теперь рассмотрим случай появления ωф, когда податливость системы W - постоянна, а Ру - переменная.
При обработке заготовок может представиться случай, когда W=const, а переменной является сила Ру. Такую возможность иллюстрирует рисунок 23, когда, например, обрабатывают партию овальных в сечении заготовок. Обработка ведется на настроенном на размер D0 станке.
Из-за колебаний глубины резания от t1 в сечении 1-1 до t2 в сечении 2-2 сила резания Ру также изменяется от Ру1 до Ру2. При неизменной податливости ТС возникает разность деформаций у1-у2, а погрешность формы деталей в партии будет ωф=2(у1-у2) по аналогии с предыдущим случаем.
Выражая величины у1 и у2 через силы Ру1 и Ру2 получим
![]() ,
где
,
где
Сpz – коэффициент для расчета силы Pz – наибольшей составляющей силы резания, определяемой экспериментом в теории обработки материалов;
λ – переходный коэффициент от Pz к Py; λ≈0,3;
S – подача;
2(t1-t2) – есть погрешность формы заготовки ωфзаг.
Т.о. имеем:
![]() ,
где
,
где
к – коэффициент копирования
,![]() который можно представить как к=Тдет/Тзаг.
который можно представить как к=Тдет/Тзаг.
При проектировании ТП мехобработки большой интерес представляет величина коэффициента уточнения
![]() .
Этот коэффициент целесообразен при
решении вопроса об обработке конкретной
поверхности заготовки для превращения
её в поверхность детали, т.е. установить
в каких именно операциях должна данная
поверхность быть обработана. Поскольку
каждая операция вносит своё уточнение,
то общее уточнение εпов
ТП применительно к данной поверхности
представляется произведением уточнений
отдельных операций, т.е. εпов=εчерεчистεок,
где
.
Этот коэффициент целесообразен при
решении вопроса об обработке конкретной
поверхности заготовки для превращения
её в поверхность детали, т.е. установить
в каких именно операциях должна данная
поверхность быть обработана. Поскольку
каждая операция вносит своё уточнение,
то общее уточнение εпов
ТП применительно к данной поверхности
представляется произведением уточнений
отдельных операций, т.е. εпов=εчерεчистεок,
где
εчер- уточнение черновых операций, равное 5…6;
εчист – уточнение чистовых операций, равное 2,5…3;
εок – уточнение окончательных операций, равное 1,5…2.
Отделочные операции существенного уточнения не вносят.