

11.2. Неточность размера базовых поверхностей и погрешность их
формы на ωу
Элементарную погрешность, связанную с влиянием на ωу названных причин обозначим также через ωуз.
Заготовку с неплоской базой (Δф) устанавливают на стол станка. Очевидно (на схеме), что достичь базирования по трем опорным точкам здесь вообще невозможно. Нельзя и надежно закрепить её. В этих случаях требуется использовать установку на приспособление с тремя специально предусмотренными опорами на нём.
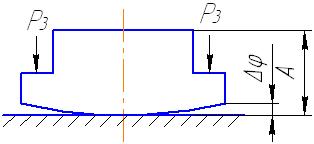
Рис. 15
Влияние отклонений базовых поверхностей, например, ØД (на схеме) покажем на примере установки втулки на центровую оправку для точения или шлифования наружной поверхности. Возможная величина зазора Smax в посадке втулки
Smax=Smin +T1+T2,
где T1, T2 – допуски на размеры диаметров заготовки и Д оправки d,
Smin – минимальный зазор в посадке.
Р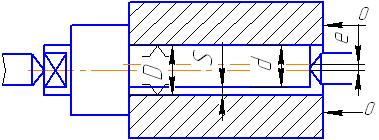 ис.
16. Установка втулки на центровую оправку
для точения или шлифования наружной
поверхности
ис.
16. Установка втулки на центровую оправку
для точения или шлифования наружной
поверхности
Смещение оси ØД заготовки относительно оси оправки равно
е= Smax/2. Но т.к. это смещение может произойти в любую сторону, то ωуз в данном случае составит 2е, т.е. ωуз = Smax для партии деталей. Влияние ωф цилиндрической базы при установке заготовки в идеальный по точности патрон приведет к смещению оси базы относительно оси вращения шпинделя (ОВШ) на величину е=Δф /2, т.е. ωуз= ωф /2 для партии заготовок.
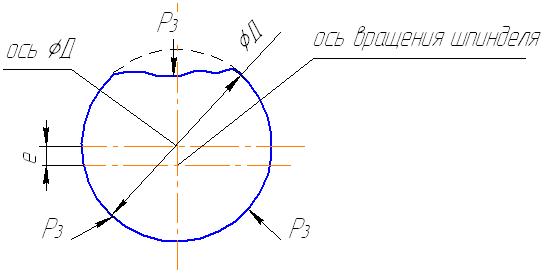
Рис.17. Смещение оси заготовки относительно оси оправки
11.3. Влияние погрешностей приспособлений и выбора баз на ωу
Элементарную погрешность, вносимую приспособлением в суммарную ωу обозначим ωп. Ясно, что погрешности приспособлений (не параллельность стола к нижней плоскости корпуса, биение оправок относительно ОВШ и т.п.). Неизбежно снижают точность установки заготовок на этих приспособлениях за счет погрешности ωп.
Для примера рассмотрим причину появления ωп. при использовании трехкулачкового самоцентрирующего патрона.
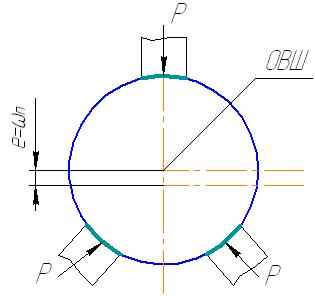
Рис. 18. Появление погрешности при использовании трехкулачкового самоцентрирующего патрона
Контактные поверхности кулачков (выделены жирной линией) являются частями воображаемого цилиндра (на схеме), ось которого из-за погрешностей в механизме патрона не совпадает с ОВШ. Это несовпадение (эксцентриситет е) и является причиной возникновения ωп. при установке заготовки в патрон.
 Эксцентриситет
е- уменьшается в 4…5 раз за счет расточки
«по месту» незакаленных губок,
присоединяемых к твердым закаленным
кулачкам.
Эксцентриситет
е- уменьшается в 4…5 раз за счет расточки
«по месту» незакаленных губок,
присоединяемых к твердым закаленным
кулачкам.
Рис. 19.
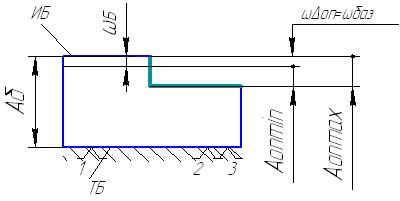
Влияние системы простановки операционных размеров рассмотрим на примере, когда имеет место несовпадение технологической (ТБ) и измерительной (ИБ) баз, а фрезерование площадки будет выполнено для партии заготовок по настройке фрезы на размер Аоп от ИБ. Рассеивание этого размера окажется равным размеру АБ, т.е. ωΔ=ωу=ωбаз
Другой пример – обработка площадки на партии валов, когда настройка инструмента выполняется в первом варианте от ТБ=ИБ, во втором – от оси (ИБ), а в третьем - от верхней образующей (ИБ). В первом случае ωу=ωбаз=0; во втором ωу=ωбаз=Rmax-Rmin, а в третьем ωу=ωбаз=Dmax-Dmin.


Рис. 20