

Обеспечение качества поверхностей при изготовлении деталей.
Качество поверхности является одной из важнейших характеристик. Для двигателестроения, понятие качества поверхности является особенно важным, т.к. большинство деталей двигателей работают при знакопеременных нагрузках и возможно их усталостное разрушение. Усталостные трещины начинают развиваться на поверхности деталей, что обусловлено двумя причинами:
1. При всех видах нагружения на поверхности формируются максимальные напряжения.
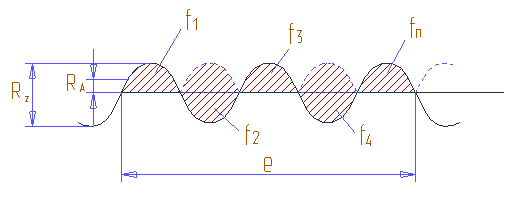
2. Поверхностный слой работает в особых условиях по сравнению с основным материалом, так как он контактирует с окружающей средой, с сопрягаемыми деталями. Поверхностный слой характеризуется большим числом параметров качества, из которых основными параметрами, определяющими усталостную прочность деталей является микрогеометрия, остаточные напряжения, наклеп. При оценке микрогеометрии поверхностного слоя, основными параметрами являются: Ra, Rz, шаг микронеровностей, радиус микровпадин, опорная длина. Усталостная прочность детали главным образом зависит от высоты неровности и от радиуса впадины.
Эти параметры входят в формулу, описывающую величину теоретического коэффициента концентрации напряжений.
Для учета склонности различных материалов к концентрации напряжения вводится специальный коэффициент, величина которого больше для высоколегированных материалов.
![]()
![]() ,
при
,
при
![]() <8
<8
![]() ,
при
>8
,
при
>8
 - механическая
обработка
- механическая
обработка
 - не обрабатывающаяся
поверхность
- не обрабатывающаяся
поверхность
Шероховатость поверхности и их точность – взаимосвязанные характеристики. Деталь может быть не точной, но иметь уменьшенную шероховатость. Но точные поверхности не должны иметь увеличенную шероховатость.

Шероховатость поверхности должна быть существенно меньше величины допуска, по размеру, расположению и форме поверхностей. Коэффициент K<1 (0,15-0,7) – берется из справочника. Проверка проводится по всем трем характеристикам точности.
Остаточные напряжения поверхностного слоя.
Необходимо сформировать остаточные напряжения сжатия. Такие напряжения возникают, если в зоне резания привалирует действие силового фактора. Если привалирует нагрев поверхностного слоя (при шлифовании), то формируются остаточные напряжения растяжения.
Наклеп поверхностного слоя.
В процессе изготовления детали возникает наклеп (деформационное упрочнение) – увеличение сопротивления пластическому деформированию при увеличении степени самой пластической деформации. Носителями пластичности в Me является дислокация, т.е. нарушение правильности чередования плоскостей.
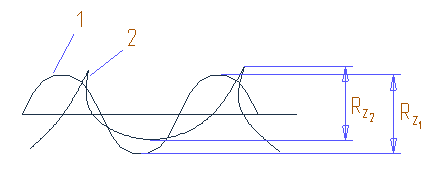
Формирование оптимального поверхностного слоя обеспечивается в отделочно-упрочняющем этапе, но при этом может проявляться технологическая наследственность от предыдущих методов обработки. Для снижения этих проявлений необходимо гарантированно уменьшить минимальный припуск, а также вводить операции, которые являются барьерами наследственности. Это термообработка, химическое травление, электрохимическая обработка, оптимально абразивно-жидкостная обработка и др. Окончательный поверхностный слой формируется упрочнением.