

Правила выбора операционного допуска
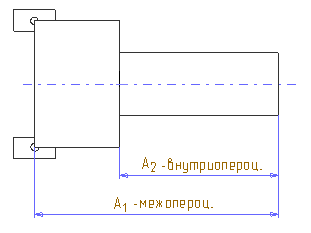
1. Операционный допуск должен выбираться в соответствии со среднеэкон. точностью метода обработки. Среднеэкон. точность – такая точность, которая может быть достигнута при затратах, соизмеримых с затратами при других конкурирующих методах. При выборе допуска по этому правилу необходимо учитывать состояние исходной базы, а также вид операционного размера. Операционные размеры: внутриоперационные и межоперационные. Внутриоперационным называется такой размер, который задан от исходной базы, обработанный в данной операции. Межоперационным называется такой размер, который задан от исходной базы, обработанный в предыдущих операциях.
2. Если на последних операциях технического процесса операционный размер совпадает с конструкторским размером (двухзвенная цепь), то допуск на этот операционный размер выбирается по правилу №1, если он выдерживается автоматически.
Если размер выдерживается методом пробных проходов и промеров, то операционный допуск выбирается равным конструкторскому допуску.
3. Операционный допуск должен проставляться в Me, в “тело”.
4. Допуск на координаты отверстий задается по симметричной схеме. Допуск на размеры заготовки задается в виде верхних и нижних отклонений по несимметричной схеме. Большее значение отклонения задается на износ штампа.
5. Если рассчитываемый операционный размер влияет на точность других операционных размеров, то допуск на такой размер берется по результатам расчета размерных цепей. Пределом здесь является технически достижимая точность.
6. Если операционный размер влияет на точность базирования, то величина операционного допуска выбирается из условия обеспечения требуемой точности базирования.
Припуски на обработку
Припуск может быть
общим и операционным. Общий припуск
равен сумме операционных припусков.
Правильное назначение припуска является
важной технологической задачей, так
как завышенные припуски приводят к
увеличению затрат. Заниженные припуски
приводят к неустойчивости технического
процесса и увеличению брака. Поэтому
основным является значение минимального
припуска. Минимальный припуск – это
такой слой Me,
снятие которого гарантирует удаление
дефектного слоя от предыдущей обработки.
Припуск может иметь различную величину,
поэтому рассматриваются
![]()
![]()
![]()
![]()
![]()
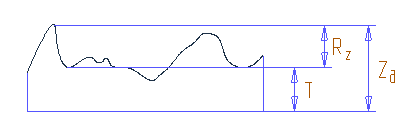
Структура минимального припуска
![]() назначается из
условия гарантированного снятия
дефектного слоя от предыдущей обработки
в точке обрабатываемой поверхности,
поэтому в состав припуска, кроме величины
дефектного слоя от предыдущей обработки
должна включаться неравномерность
снимаемого припуска.
назначается из
условия гарантированного снятия
дефектного слоя от предыдущей обработки
в точке обрабатываемой поверхности,
поэтому в состав припуска, кроме величины
дефектного слоя от предыдущей обработки
должна включаться неравномерность
снимаемого припуска.
![]() - неравномерность
припуска
- неравномерность
припуска
![]() учитывает
неравномерность припуска и определяется
в процессе анализа конкретной операции.
В исходном пособии задано значение
,
учитывающее
неравномерность припуска для некоторых
усредненных условий выполнения операции.
учитывает
неравномерность припуска и определяется
в процессе анализа конкретной операции.
В исходном пособии задано значение
,
учитывающее
неравномерность припуска для некоторых
усредненных условий выполнения операции.
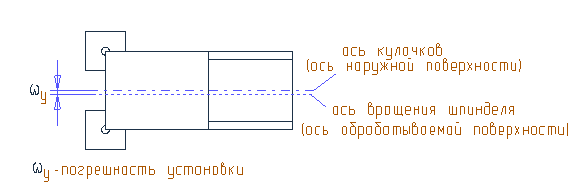
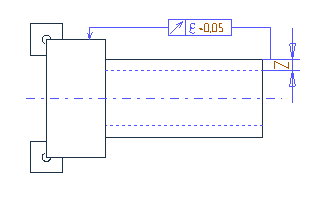
![]()
При закреплении заготовки в 3-х кулачковом патроне, ось установочной базы будет совпадать с осью кулачков патрона, а ось обрабатываемой поверхности с осью вращения шпинделя. Смещение этих 2-х осей является погрешностью установки и в рассматриваемых примерах эта погрешность приводит к неравномерности снимаемого припуска, кроме того, в примере 2 протачивается ступенчатый валик, в котором есть смещение обрабатываемой поверхности относительно установочной базы. Оно приводит к появлению дополнительной неравномерности припуска.