Контроль лопаток.
Проводится контроль качества и геометрии лопаток. УЗ методом контролируется возникновение трещины на кромке лопаток. Если лопатка изготовлена из магнитного материала, то трещины можно обнаружить магнитным методом (лопатка намагничивается и засыпается мелким магнитным порошком, потом порошок смахивается и на трещине остается ежик. Наличие пористости определяется люминисцентным контролем. Лопатка покрывается люминисцентной жидкостью, затем эта жидкость полностью с поверхности удаляется, но за счет капиллярного эффекта жидкость остается в порах. Затем поверхность покрывается проявляющимся составом (белая микрокраска). Жидкость выходит на поверхность. При осветлении ультрафиолетовом светом все поры видны в виде точек.
Контроль размеров проводится на приборах типа ПОМКЛ-4. Он проводится с помощью измерительных щупов по контрольным сечениям. Длина изменения стержней настраивается по эталонной лопатке. Лопатка базируется по замку. Концы стержней проецируются.
Контроль с помощью шаблонов.
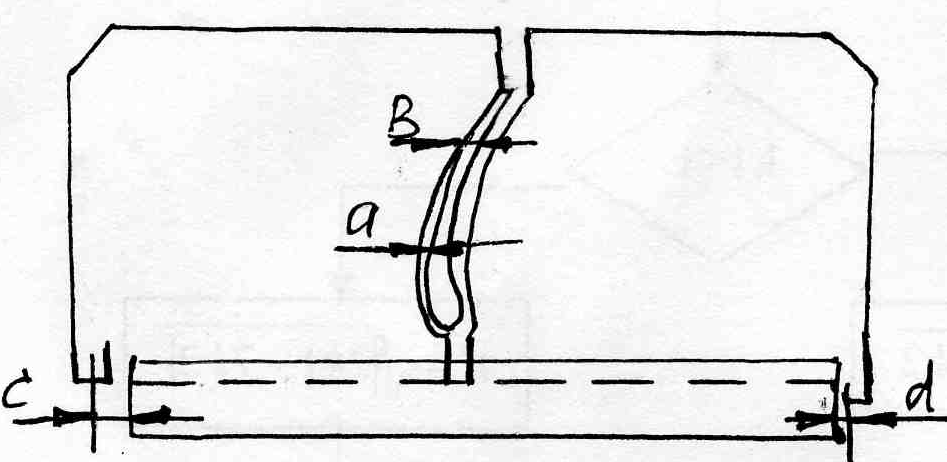
Из тонких закаленных пластин изготавливаются специальные шаблоны по контрольным сечениям для корыта и для спинки. Лопатка устанавливается на приспособление по замку. Шаблоны вставляются в пазы базовой плиты по всем контрольным сечениям. Приводится в соприкосновении с пером лопатки, с помощью щупа контролируются размеры А и В. Шаблоны имеют выступы, по которым контролируется их положение относительно базовых плит и замка лопатки (зазоры c и d). По этим зазорам определяется смещение пера относительно замка и его накала.