

Выполнение основных операций. Обработка точных отверстий.
Проводится на радиально-сверлильных станках с использованием накладного зеркального кондуктора. Кондукторная плита центрируется по конструктивной поверхности, которая обработана окончательно.
При обработке отверстий необходимо выдерживать следующие размеры: диаметры отверстий, смещение отверстий от номинального положения, размер по углу расположения отверстий.
Точность всех этих размеров обеспечивается за счет следующих технических решений:
- диаметр отверстий обеспечивается набором переходов (сверление, зенкерование и т.д.);
- смещение от номинального положения обеспечивается за счет реализации второй технологической схемы и повышенной точности посадочной поверхности кондукторной плиты, а также использование фиксатора (16), который устанавливается после обработки первого отверстия;
- совмещение осей отверстий двух сопрягаемых деталей обеспечивается за счет их обработки по одному и тому же кондуктору. Посадочные диаметры с двух сторон кондуктора имеют взаимное биение не более 8;
- глухие отверстия под презонные втулки в дисках турбины обрабатываются по той же схеме, но выдерживается еще дин операционный размер H по глубине. Размер обеспечивается за счет использования специального зенкера, на оправке которого имеется резьба и две гайки для настройки размера. После настройки полученные гайки (14) фиксируются контргайкой (13).
Протягивание пазов в дисках компрессора и турбины.
Пазы в дисках являются сложными, в технологическом отношении, элементами и их обработка проводится главным образом методом протягивания. Все размеры паза выдерживаются инструментом. Перед протягиванием каждого диска протягивается контрольный образец, который направляется в ЦИЛ (центрально-измерительная лаборатория). Размеры, определяющие точность расположения паза (угол наклона, угол расположения или шаг пазов, смещение паза в радиальном направлении, смещение паза в боковом направлении, смещение паза в боковом направлении относительно радиуса диска) выдерживаются по второй технологической схеме относительно конструкторских баз (посадочных поясков).
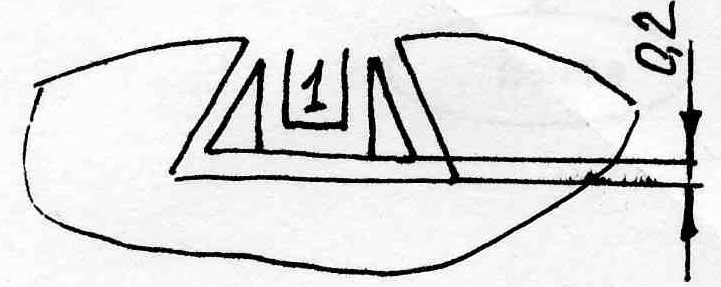
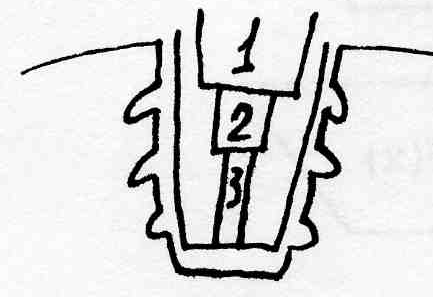
Протягивание проводится на горизонтально-протяжных станках блочными протяжками для последовательного генерирования профиля пазов. Для реализации второй технологической схемы необходимо обеспечить точную установку заготовки. Эта задача реализуется за счет использования в качестве установочной базы контрповерхности и изготовление точного приспособление. Конструкторские поверхности должны быть обработаны окончательно (с увеличенной точностью), так как заготовка устанавливается на приспособлении по цилиндрическому посадочному буртику.
Точность расположения паза по углу наклона обеспечивается приспособлением. Точность расположения пазов по шагу – точностью делительного устройства приспособления, а также за счет того, что пазы протягиваются через один. Такая последовательность протяжки необходима для того, чтобы исключить деформацию тонкой перемычки между пазами.