

Изготовление основных деталей авиадвигателей. Технология изготовления валов.
4 технологических схемы обеспечения точности детали:
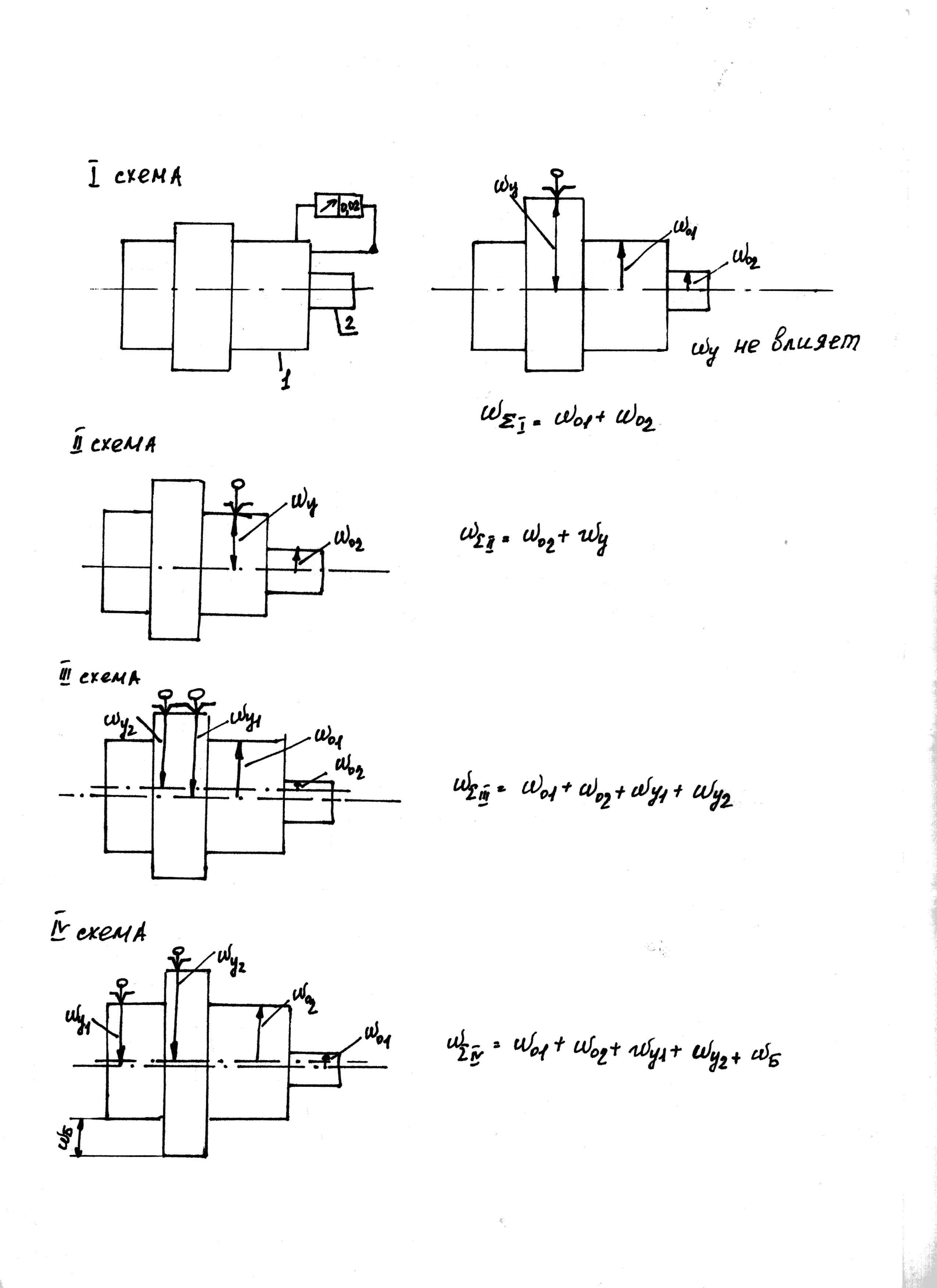
При анализе схем обработки рассматриваем КР «взаимное биение» поверхностей 1 и 2.
При обработке по
схеме 1 этот размер формируется в первой
операции (внутриоперационный), при этом
![]() не
влияет на анализируемый размер, то есть
достигается наивысшая точность
расположения этих поверхностей.
не
влияет на анализируемый размер, то есть
достигается наивысшая точность
расположения этих поверхностей.
Схема 2: поверхность I обработана в предыдущей операции и используется в качестве установочной базы (межоперационный размер). Точность взаимного расположения поверхностей I и II будет уменьшаться, так как суммарная погрешность влияет на погрешность установки. Для увеличения точности необходимо использовать высокоточную технологическую оснастку.
Схема 3: обработка проводится от одной и той же базы, но с переустановкой, например, на различных станках. Обе поверхности обрабатываются как межоперационные. Так как размеры формировались как межоперационные в суммарную погрешность, необходимо включить четыре составляющие: 2 погрешности обработки и 2 погрешности установки.
Схема 4: размеры
поверхностей I и II формируются как
межоперационные со сменной базой, так
как базовые поверхности имели погрешность
взаимного расположения погрешность
базирования (![]() ),
то суммарная погрешность будет включать
5 составляющих : две
и две
),
то суммарная погрешность будет включать
5 составляющих : две
и две
![]() и погрешность
.
и погрешность
.
Конструкция, технологические требования. Материалы.
Валы ГТД условно можно разделить на четыре группы конструктивно-технологическим признакам:
- длинные валы ротора (длина до 2,5 м);
- вал каскада НД;
- короткие валы ротора (цапфа);
- валы ротора средней длины с профильными поверхностями;
- валы для передачи крутящего момента к коробкам приводов.
Все валы имеют шейки под подшипники и эти поверхности являются конструкторскими базами. Относительно конструкторских баз задается расположение рабочих поверхностей (шлицевые и зубчатые венцы, посадочные диаметры на фланцах, радильные отверстия и т. д.). Точность расположения рабочих поверхностей относительно конструкторских баз 0,02…0,04 мм. Шероховатость конструкторских и рабочих поверхностей 0,08…0,63. Свободные поверхности валов также изготавливаются с увеличенной точностью (8-9 квалитет), точность расположения до 0,08. Шероховатость свободных поверхностей 1,25…2,5.
Для изготовления валов ГТД применяются легированные стали трех групп: азотируемые, цементируемые, термоулучшаемые.
![]() - цементируемая,
глубина цементного слоя 0,9…1,2 м,
- цементируемая,
глубина цементного слоя 0,9…1,2 м,
![]() .
.
![]() - термоулучшаемая,
- термоулучшаемая,
![]() .
.
![]() - азотируемая,
- азотируемая,
![]() ,
глубина азотируемого слоя 0,7…0,9 мм.
,
глубина азотируемого слоя 0,7…0,9 мм.
Кроме указанных материалов для компрессора используются специально ЭИ961, ЭП517; для турбины ЭИ437, ЭП741.
Общие принципы построения технологического процесса.
Заготовки валов получаются методами горячего деформирования. Припуск на сторону может быть от 1,5 до 6 мм в зависимости от метода получения заготовки.
После получения заготовки проводится нормализация для улучшения обрабатываемости и очистки заготовки методами химического травления или обдувкой.
Технический процесс механической обработки валов разделяется на этапы:
- черновой;
- получистый;
- чистый;
- отделочный.
Первая группа контроля.
В черновом этапе снимается 70% припуска и происходит его выравнивание. От произвольной заготовки отрезается образец для испытаний по первой группе контроля. Образец отправляется в заводскую лабораторию, где проводится полный комплекс микроструктурных исследований и механических испытаний. Все образцы хранятся в пределах ЖЦ двигателя.
Вторая группа контроля.
Для каждой детали проводятся механические испытания. Одна деталь из партии – полный комплекс.
Третья группа контроля.
Измеряется твердость на каждой детали и механические исследования для одной детали.
Для защиты от цементации применяются три метода:
меднение (покрытие медью);
оставление припуска под обработку после цементации, но перед закалкой;
исследование первым и вторым методами совместно.
Недостаток третьего
метода: увеличение
![]() ,
так как детали нужно дважды возить в
термический цех.
,
так как детали нужно дважды возить в
термический цех.
Для защиты от азотирования применяется лужение (покрытие оловом).
Все основные элементы вала формируются в чистовом этапе обработки по второй технологической схеме. Мелкие элементы (резьба, мелкие шлицы) обрабатываются в окончательном этапе обработки.
На чистовых этапах внутренняя поверхность обрабатывается раньше, чем наружная. Затем по второй технологической схеме обеспечивается требуемое биение наружных поверхностей относительно внутренних.
В отделочно-упрочняющем этапе проводится полировка поверхностей и упрочнение. Чаще всего используются методы обкатки шариком или роликом или алмазное выглаживание.